










Cold Metals Lab
V1.0 11/7/2017
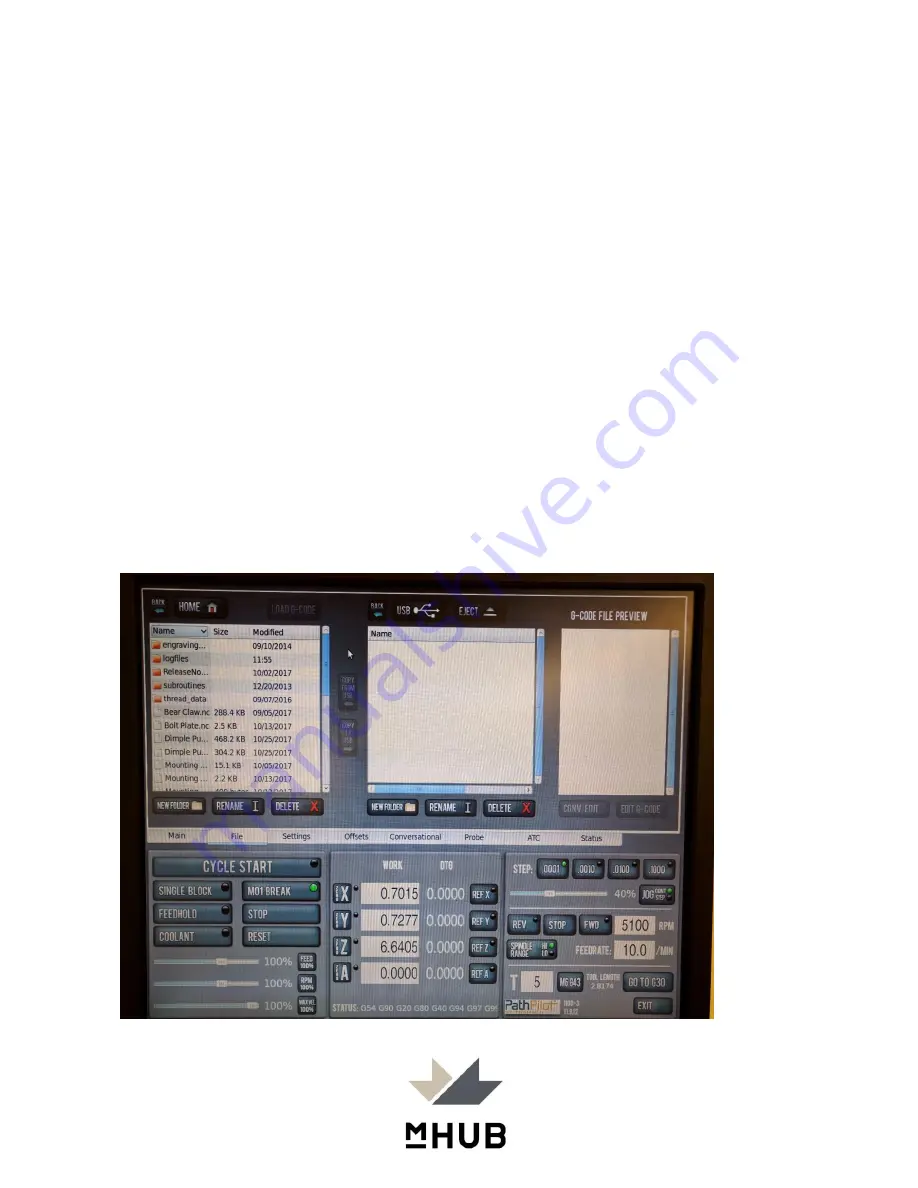
Loading Your Program
1.
Put usb drive into slot on left side of screen
2.
Goto File tab in path pilot
3.
Click on “USB” on the desktop screen (the Center of the screen).
4.
Find your file.
5.
Click "copy from USB"
6.
Find your G-code in the left side of the screen
7.
Click “Load G
-
Code” (on the top of the screen).
8.
Your code and 3D model of your part should automatically load in Main Tab. Review accordingly.
9.
Confirm the tools you are using are noted appropriately in the G-Code.
(Scroll until you see a “T_” for
example “T5” and your tool is in the “T5” slot.) If the G
-Code is noted as the incorrect tool, adjust in the
code accordingly.
10.
Confirm the Heimer indicator is no longer in the machine.
11.
Using the sliders (on the bottom, lef
t of the desktop screen), adjust the “MAXVEL” from 100% to 20%. This
allows the process to slow down enough for you to clearly see it.
12.
Make sure doors are closed.
13.
Click “Cycle Start”. (on the left side of the screen).
14.
Use "M01 break" if you want to automatically pause the run cycle between tool changes. If selected you will
need to manually click "cycle start" before each tool change.