32
© Titan Tool Inc. All rights reserved.
1
3
4
2
5
8
9
10
7
4
8
6
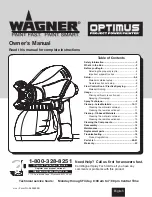
Trigger assembly
Item
Part No.
Description
Qty.
1
424-219
Mounting block
1
2
856-744
Screw
1
3
424-203
Trigger
1
4
424-218
Flanged bearing
2
5
759-034
Pin
1
6
424-229
Grease fitting
1
7
759-015
Clevis pin
1
8
424-217
Lever plate
1
9
759-033
Knob
1
10
424-227
Spool
1
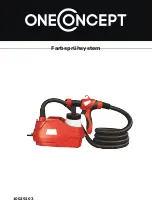
SaE O-Ring Fitting Installation
Steps 1 & 2:
Step 3:
Step 4:
Step 5:
Cautions:
Lubricate
Lubricate
Tighten nut
Recess
gap
No gap
Align
Hold
this part
stationay
Avoid screwing fitting in too far.
Avoid leaving fitting too far out.
Bent washer allows
for o-ring extrusion
O-ring cut on
thread
1. Pull washer and
o-ring back as far as
possible.
2. Lubricate o-ring and
entrance port.
3. Screw fitting in until
washer pushes o-ring
into entrance and sits
flat against port. (Do
not tighten! - only do
this step hand tight to
compress o-ring into
port!)
4. Back fitting out
no more than one
complete turn to align
as required.
5. Torque nut wrench
tight holding backup
on fitting. This should
expose a recess
gap behind the nut
which can act as an
indicator that the
fitting is assembled
correctly. (This is a
feature for a specific
version of this fitting
only - which screws
into the cylinder head.
Other fittings, as the
ones which attach to
the hydraulic pump,
assemble the same
but may not have the
indicator.)