

























409-32023
Rev
B
11 of 41
Set Up Ethernet Port for System
1. Verify that the software version is correct according to step 1 of Paragraph 2.3.
2. Configure the host machine IP address to 169.254.1.100.
For Windows XP operating system software:
a. Install the USB to the Ethernet converter included with smart applicator machine integration kit
2161651-1. After the software installs the drivers, proceed with the next step.
b. Click the Start button and then "Control Panel".
c.
In the new window, click "Network Connections”.
d. Locate and double click
the “Local Area Connection X” (that corresponds to the USB) to the
Ethernet connection. The device will be "ASIX AX88178 USB2.0 to Gigabit Ethernet Adapter".
e. Click "Properties
”.
f. In the center of the dialog, locate and
double click “Internet Protocol” to open the Properties
dialog.
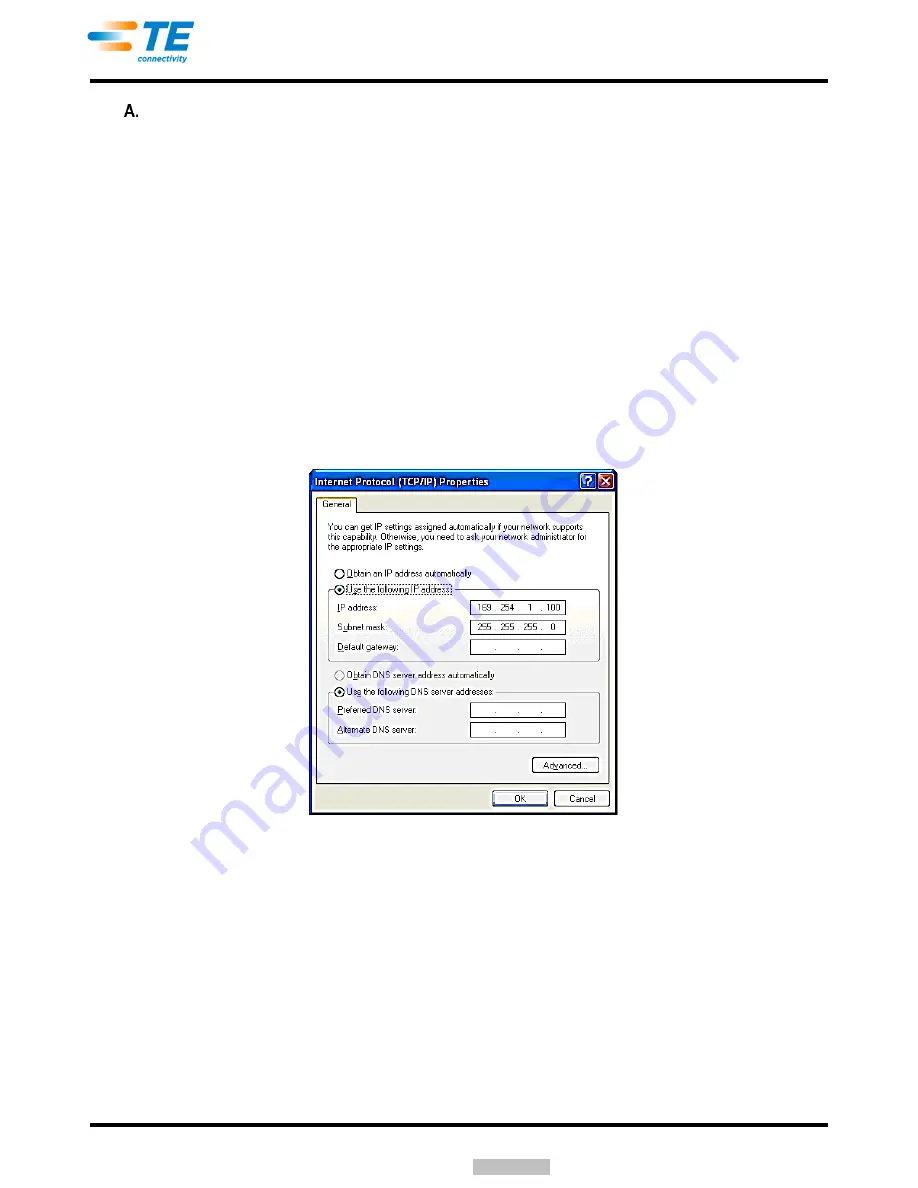
g. In the center of the new dialog, click "Use the following IP address:"
h. Add the
“IP address” and “Subnet mask” as shown in Figure 12.
i. When complete, click "OK" and then close all the dialog windows.
Figure 12
For Windows 7 operating system software:
a. Install the USB to the Ethernet converter included with smart applicator machine integration kit
2161651-1. After the software installs the drivers, proceed with the next step.
b. Click the Start b
utton and then "Control Panel”. Add the TopWin software license to the
machine. Obtain the Komax leadmaker license certificate, and add the license key to the
TopWin software on the Option Editor screen.
c. In the new window, click "Network and Sharing Center
”.
d. On the left side of the window, click "Change adapter settings".
e.
Locate and double click the “Local Area Connection X” (that corresponds to the USB) to the
Ethernet connection. The device will be "ASIX AX88178 USB2.0 to Gigabit Ethernet Adapter".
f. Click
“Properties”.
Windows XP is either a registered trademark or trademark of Microsoft Corporation in the United States and/or other countries.
Downloaded From