





























Electrode Size
The siz e of the electrode generally depends on
the thickness of the section being welded, and
the thicker the section the larger the
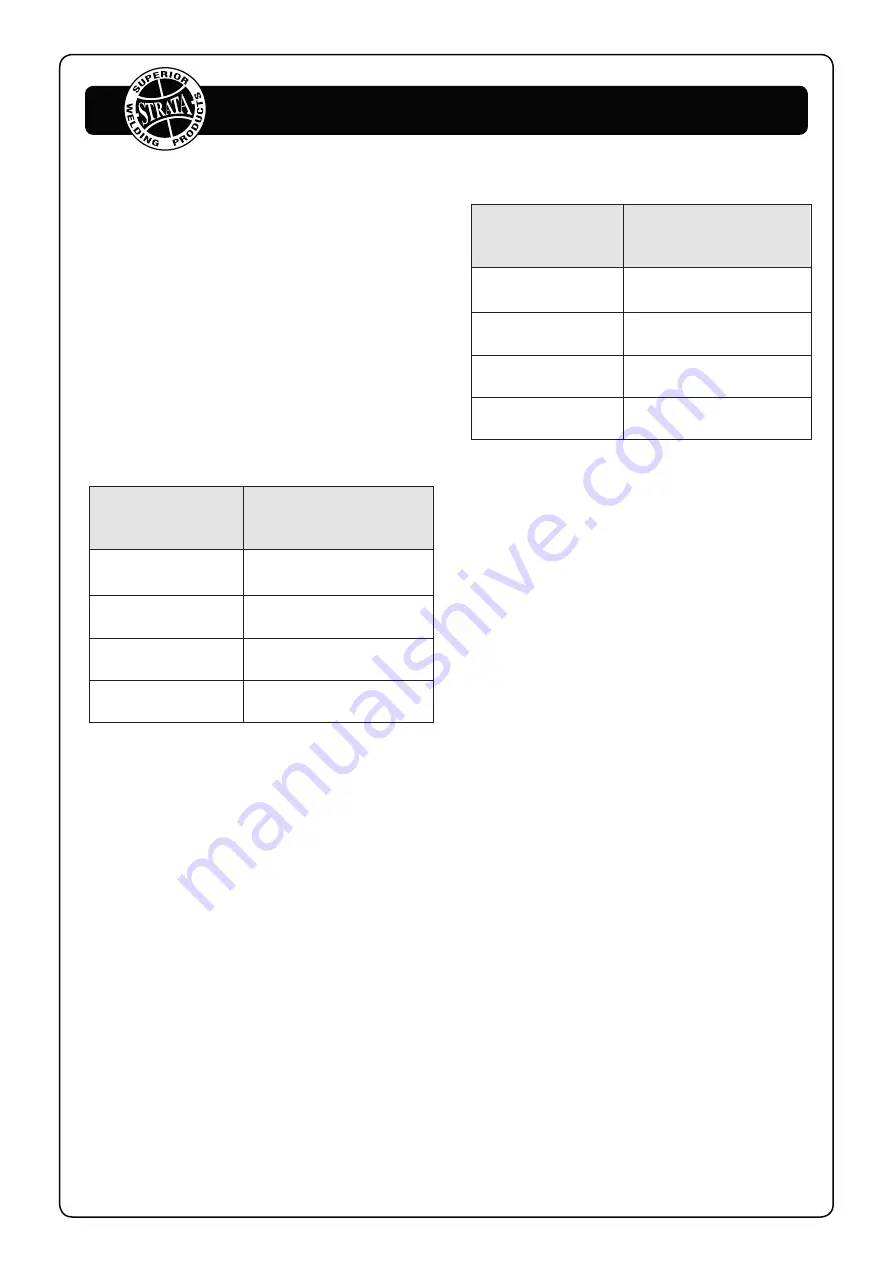
electrode required. The table gives the
maximum size of electrodes that maybe
used for various thicknesses of section
base on using a general purpose type 6013
electrode.
Welding Current (Amperage)
Correct current selection for a particular job
is an important factor in arc welding. With the
current set too low, difficulty is experienced in
striking and maintaining a stable arc. The
electrode tends to stick to the work,penetration
is poor and beads with a distinct rounded
profile will be deposited. Too high current is
accompanied by overheating of the electrode
resulting undercut and burning through of the
base metal and producing excessive spatter.
Normal current for a particular job may be
considered as the maximum, which can be
used without burning through the work, over-
heating the electrode or producing a rough
spattered surface.The table shows current
ranges generally recommended for a general
purpose type 6013 electrode.
Arc Length
To strike the arc, the electrode should be
gently scraped on the work until the arc is
established. There is a simple rule for the
proper arc length; it should be the shortest
arc that gives a good surface to the weld.
An arc too long reduces penetration,
produces spatter and gives a rough surface
finish to the weld. An excessively short arc
wil l cause sticking of the electrode and result
in poor quality welds. General rule of thumb
for down hand welding is to have an arc
length no greater than the diameter of the core
wire.
AverageThickness
of Ma terial
Maximum Recommended
Electrode Diameter
1.0-2.0 mm
2.5 mm
2.0-5.0 mm
3.2 mm
5.0-8.0 mm
4.0 mm
> 8.0 mm
5.0 mm
Electrode Size
Current Range
ø mm
(Amps)
2.5 mm
60-95
3.2 mm
100-130
4.0 mm
130-165
5.0 mm
165-260
27
www.strata.co.nz
ADVANCEMULTI205P







































































