
























Model SDS2E digital display case also possesses the “negative anti fire
height” function that other cases of similar kinds cannot offer. This function
is delivered by a kind of intellectual location tracing, testing and protecting
device. In the positive processing, the electrode surface will be covered by a
kind of intellectual location tracing, testing and
protecting device. In the positive processing,
the electrode surface will be covered by
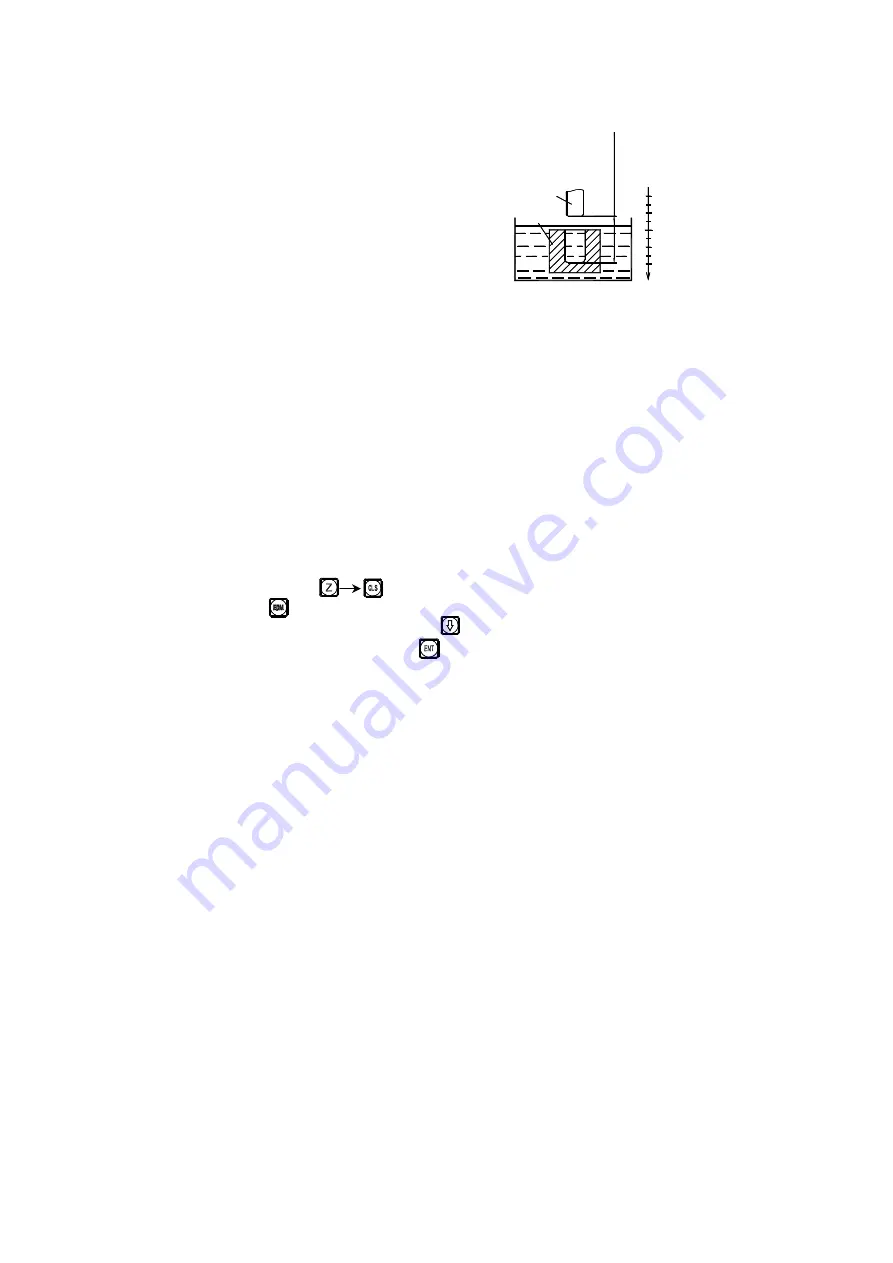
accumulative carbon; in case of long time
processing and overtime processing not under
control by anybody, such accumulated carbon
is not cleaned by anyone; then the electrode
will increase along the negative direction; and once the electrode exceeds the
liquid surface, it may cause a fire accident and incur losses. This function is
designed to exactly resolve this problem in setup. Once you set “negative
anti fire height”, when the increased height of electrode exceeds its height
above the depth of processed surface ( i. e. the negative anti fire height), the
digital display case will flash alarm signal; meanwhile, its exported signal
will automatically shut down the discharging processing machine to avoid
any possibility of fire accident (as shown in Fig. 2).
2. Concrete operating methods:
See the concrete processing examples 1, 2 and 3 in page 107~109.
1) Before processing, first set the parameters “negative anti-fir height”,
“exit mode”, and “processing direction”.
2) First, move the main axis electrode on Z axis to make it touch work piece
datum. Reset or enter a figure.
3) Press button, enter your desired depth value( to be displayed on X axis
to). Such as 10. Then press button to confirm the input value.
Afterwards, press the button to exit from “Depth” status. At the same
time, enter the “EDM” status to conduct processing.
4) X-axis will display “target value of personal location”
Y-axis will display “value of depth reached”. Note: Values on Y-axis means
the depths reached on the work piece by processing.
Z-axis will display “real time value of personal location”. Note: Values on
Z-axis mean the values of locations of main axis electrode on Z-axis.
5) Start processing. The displayed value on Z-axis gradually gets close to the
)
2
*
+
,
- .
/
0
1
0
0
2
0
1
3
,
+
4
0
5
6
ne
ga
ti
ve
a
nt
i-
fi
re
h
ei
gh
t
Fig. 2
Summary of Contents for SDS2-2G
Page 15: ...A1 Basic Functions Be the same with 2 2M 2 2MS 2 2G 2 3M 2 3E...
Page 72: ...E3 The Function For 200 Point Subsidiary Zero Positions Be the same with 2 2L...
Page 84: ...G Angular Surface Processing Be the same with 2 2MS...
Page 89: ...H The Progressive Progressing of rectangular Inner chamber Be the same with 2 2MS...
Page 92: ...I1 Zero Position Automatic Tracking Be the same with 2 2M 2 2MS 2 3M 2 3E...
Page 96: ...I2 Zero Position Automatic Tracking Be the same with 2 2G d...







































































