




























14
9-11
VISE POSITION ADJUSTMENT
V
ise position movement: (LEFT, RIGHT)
The vise and bow is designed as swivel type. Vise position is designed to move to left and right. Before the
movement, turn handle (A) to anti-clock direction to release the lock, the vise can be moved to the correct
position. And lock it with turning the handle(A) in clock direction.
NOTE: Please pay attention that the vise position and bow downward position should not be
touched.
10.
MAINTAINING
That's easier to keep machine in good condition or best performance by means of maintaining it at any time
than remedy it after it is out of order.
(1)
Daily Maintenance (by operator)
(a)
Fill the lubricant before starting machine everyday.
(b)
If the temperature of spindle caused over-heating or strange noise, stop machine immediately to cheek it
for keeping accurate performance.
(c)
Keep work area clean; release vise, cutter, work-piece from table; switch off power source; take chip or
dust away from machine and follow instructions lubrication or coating rust proof oil before leaving.
(2)
Weekly Maintenance
(a)
Clean and coat the cross leading screw with oil.
(b)
Check to see if sliding surface and turning parts lack of lubricant. If tile lubricant is insufficient, fill it.
(3)
Monthly Maintenance
(a)
Check if the fixed portion has been loose.
(b)
Lubricate bearing worm, and worm shaft to avoid the wearing.
(4)
Yearly Maintenance
(a)
Adjust table to horizontal position for maintenance of accuracy.
(b)
Check electric cord, plugs, switch, at least once a year to avoid loosening or wearing.
11.
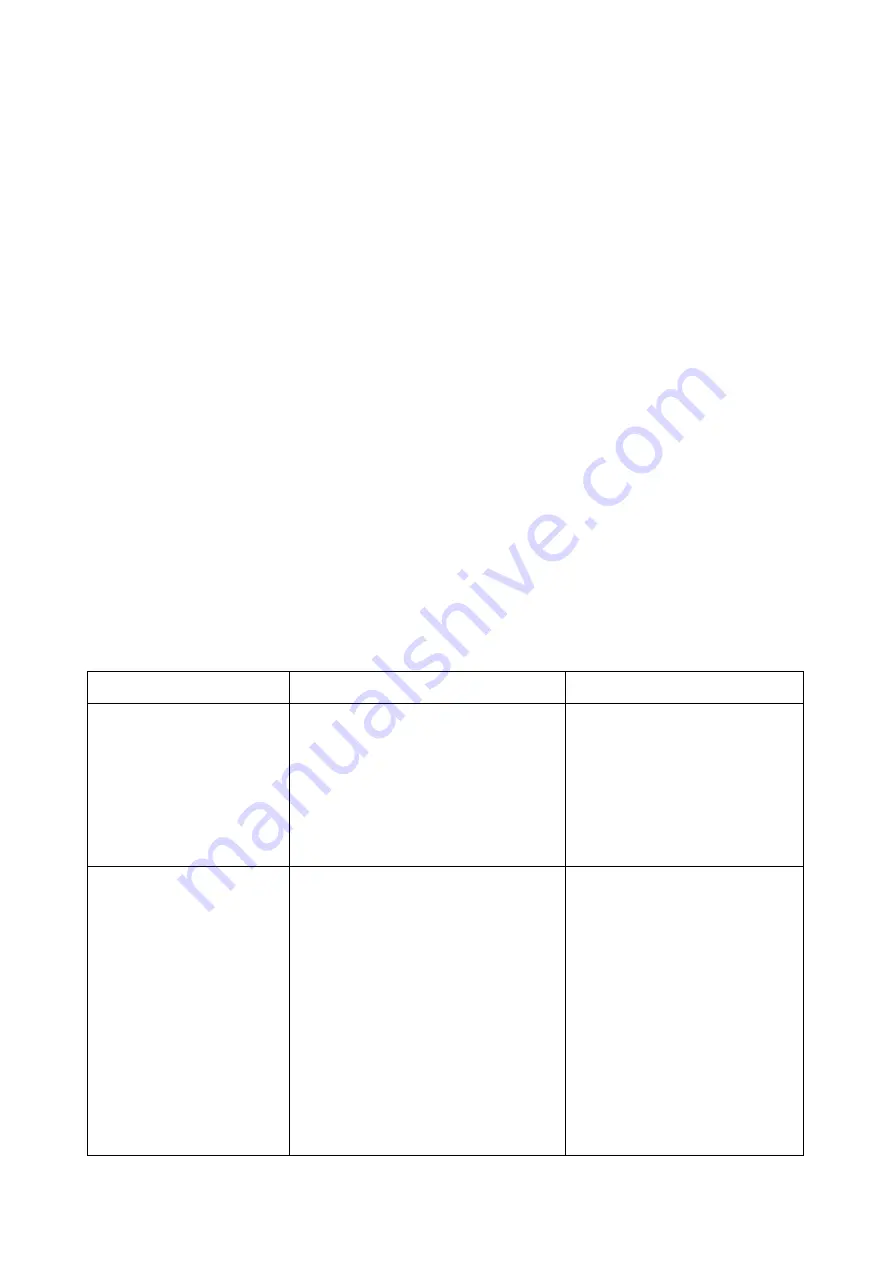
TROUBLE SHOOTING
Symptom
Possible Cause(s)
Corrective Action
Machine can not be started
1.
Power is not plugged; the power light on
control panel is not on.
2.
Motor can not be started; power was cut by
limit switch.
3.
Operation button can not be normally
operated.
1.
Check the motor specification; connect
the power with correct power supply.
Make sure the power light in on.
2.
Make sure the cover is in correct
position.
3.
Push the emergency button; return it to
original position. Then release the
emergency button.
Excessive Blade
Breakage
1.
Materials loosen in vise.
2.
Incorrect speed or feed
3.Blade teeth spacing too large
4.Material too coarse 5.Incorrect
blade tension
6.
Teeth in contact with material before saw is
started
7.
Blade rubs on wheel flange
8.
Miss-aligned guide bearings
9.
Blade too thick
10.Cracking at weld
1.
Clamp work securely
2.
Adjust speed or feed
3.
Replace with a small teeth spacing
blade
4.
Use a blade of slow speed and
small teeth spacing
5.
Adjust to where blade just does not
slip on wheel
6.
Place blade in contact with work
after motor is starred
7.
Adjust wheel alignment
8.
Adjust guide bearings
9.
Use thinner blade
10.
Weld again, beware the welding skill.
Summary of Contents for SX-823DGB
Page 35: ...35 6 ESPACE MINIMUM DE LA PI CE POUR LE FONCTIONNEMENT DE LAMACHINE 1540 mm 610 mm 1420 mm...
Page 44: ...44 Elektrisches Schema Sch ma lectrique SX 823DGB...
Page 45: ...45 Ersatzteilzeichnung Vue clat e SX 823DGB...
Page 46: ...46 Ersatzteilzeichnung Vue clat e SX 823DGB...
Page 47: ...47 Ersatzteilzeichnung Vue clat e SX 823DGB...
Page 53: ...53...







































































