























Safety, Operation, & Maintenance Manual
Linear Cut Processing Systems
90
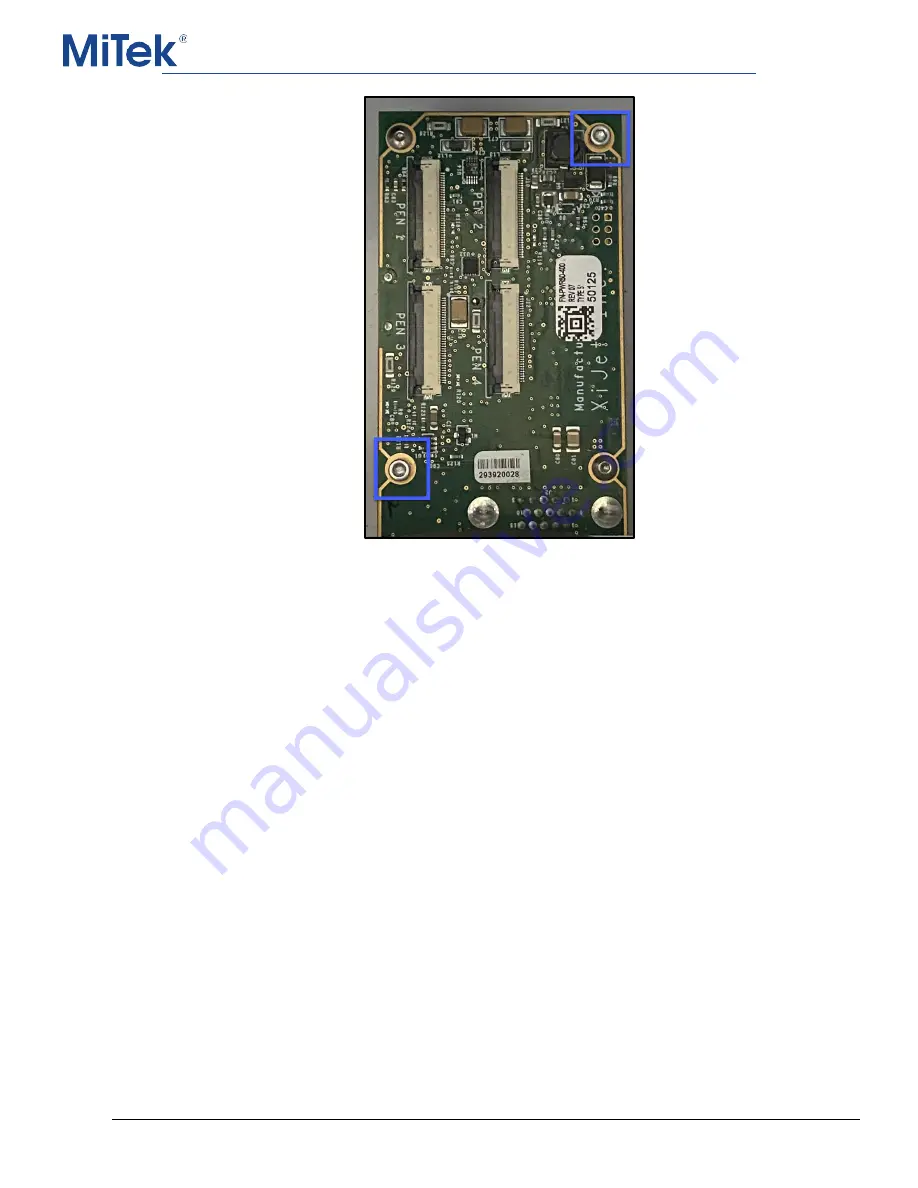
4.
Remove the two screws indicated in the following figure.
5.
Both boards will be unseated once the screws are removed and can be
removed from the enclosure. Take care not to lose the bushings that go
between the controllers if they become separated.
9.9.2
Removing the Pen Stalls
One or multiple pen stalls may need to be removed if they malfunction or if directed by
MiTek Automation Support.
Use the following procedure to remove and/or replace a printer pen stall.
1.
Lockout/tagout.
2.
Start by completely removing the ribbon cable connected to the pen stall to
be removed.
3.
Ensure the printer is completely powered off before opening the printer
enclosure.







































































