(G)
4-3
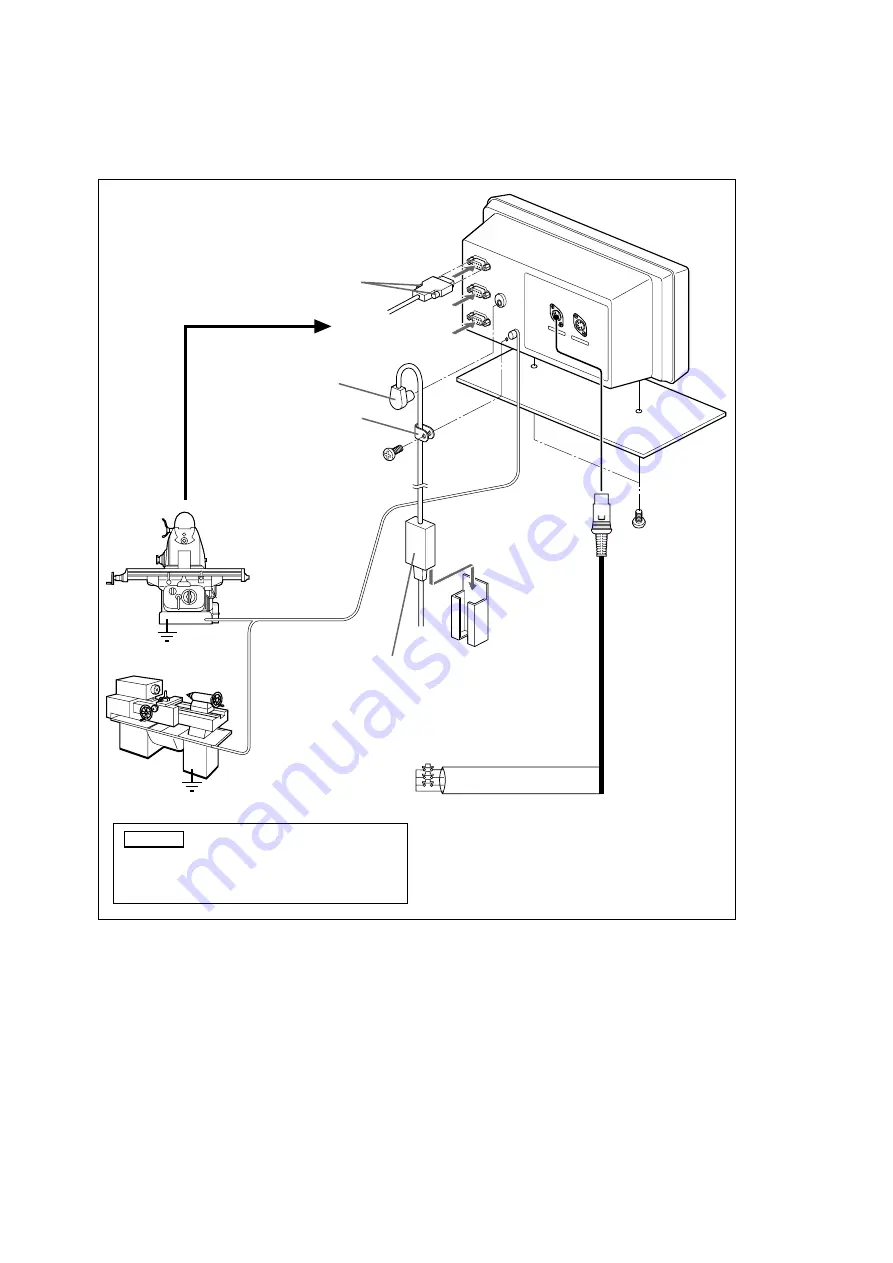
4. Installation und Anschluss der Einheit
LH71A / LH72
R E M
O T E
R E
S E T
T O U
C H S
E N S
O R
Angaben zu den Anschlüssen bei Verwendung der Additionsfunktion mit
Drehmaschinenfunktion finden Sie auf Seite 4-4.
Erdungskabel
Fest verschrauben.
Kabel sichern, um
Herausziehen des
Steckers zu verhüten.
Wie gezeigt für
Kabeldurchhang sorgen,
damit der Stecker keiner
übermäßigen Belastung
ausgesetzt wird.
Halter
M4
×
16-
Ankerschrauben,
2 Stück (mitgeliefert)
Netzgerät PSC-21/22/23 (getrennt erhältlich)
100 - 240 VAC ±10 %, 50/60 Hz
∗
Lampenleitung anzapfen.
Messstabseinheits-
Eingabe
Erste Achse
2
3
Gleichstromausgang
Hinweise
Das mitgelieferte Erdungskabel anschließen, um
sicherzustellen, dass die Anzeigeeinheit das
gleiche Potential wie die Maschine selbst besitzt.
Erste Achse
Zweit Achse
Dritte Achse
Fernrückstellungsschalter
Abgeschirmtes Kabel
Summary of Contents for LH71A
Page 8: ...1 2 J LH71A LH72 ...
Page 14: ...3 4 J LH71A LH72 ...
Page 78: ...10 2 J LH71A LH72 ...
Page 80: ...11 2 J LH71A LH72 ...
Page 84: ...13 2 J LH71A LH72 ...
Page 90: ...1 2 E LH71A LH72 ...
Page 96: ...3 4 E LH71A LH72 ...
Page 120: ...5 20 E LH71A LH72 ...
Page 162: ...10 2 E LH71A LH72 ...
Page 164: ...11 2 E LH71A LH72 ...
Page 168: ...13 2 E LH71A LH72 ...
Page 174: ...iv G LH71A LH72 ...
Page 176: ...1 2 G LH71A LH72 ...
Page 182: ...3 4 G LH71A LH72 ...
Page 206: ...5 20 G LH71A LH72 ...
Page 248: ...10 2 G LH71A LH72 ...
Page 250: ...11 2 G LH71A LH72 ...
Page 254: ...13 2 G LH71A LH72 ...
Page 260: ...1 2 CS LH71A LH72 ...
Page 266: ...3 4 CS LH71A LH72 ...
Page 330: ...10 2 CS LH71A LH72 ...
Page 332: ...11 2 CS LH71A LH72 ...