





























REG. CODE
1-5302-509
MODEL N°
50778
DATE OF ISSUE
10.06.99
REVISION
00
DATE
10.06.99
ENDORSED
COMPILER TECO/ATI
38
DISASSEMBLY/REASSEMBLY
VIII
82
83
84
85
Once the head has been correctly torqued, it will not need re-
torquing unless it is disassembled again.
Before mounting, it is advisable to lubricate the bolt shanks
and under their heads with SPARTAN SAE 460 oil.
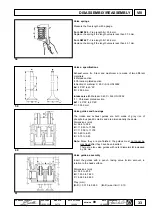
LGW 523-627 head torquing phases
The bolts must be torqued in three phases, in compliance with the
numeric order shown in fig. 82:
1st phase = 50 Nm
2nd phase = Turn the torque wrench through 90° in a clockwise
direction.
3rd phase = Continue by turning the torque wrench through 90° in a
clockwise direction.
When remounting the big-end bearings, remember to
thoroughly clean the parts and generously lubricate them to
prevent seizure when the engine is started up for the first time
Connecting rod (Big-end bearing)
After having uncoupled the connecting-rod from the crank shaft in
order to make the necessary inspections, make sure when
remounting that the two centering marks A and B are on the same
side (see fig. 83).
Tighten the big-end cap bolts to a 40 Nm torque.
Note: The big-end bearing is supplied in both the nominal value and
undersized by 0.25 and 0.50 mm.
Connecting rod, weight
To prevent imbalance, the connecting rods must be weighed before
they are replaced.
The difference in weight must not exceed 8 grams.
The connecting-rods of engines LGW 523 and LGW 627 are made
of cast iron and differ from each other as to length.
Note: For the LGW 523 AUTOMOTIVE version, weigh the pre-
assembled connecting rod, piston and pin. The margin of
error must be within 8 grams.







































































