




























14
9.4
Electronic variable speed
The dial on the EVS control panel controls the main motor
speed. Motor RPM is displayed on the LED screen.
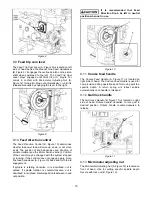
9.5
Spindle brake
The spindle brake lever is located on upper left side of
mill head (Figure 5). Pull lever downward to apply brake.
The spindle brake lever is used only after motor switch
has been set to OFF. The spindle will not stop with motor
running.
Figure 5
9.6
High-neutral-low shift lever
The mill head can be driven directly (High Speed) or
through the back gear (Low Speed) in the mill head. The
selection is made by changing the position of shift lever.
The
shift lever
is located at lower right side of mill head
(Figure 6). The lever position closest to operator is
High
setting. The lever position away from operator is
Low
setting. The middle position is
Neutral
setting.
Do not shift the High-Low Gear
Lever while the motor is running.
Rotate the spindle by hand to facilitate changing
lever positions.
Figure 6
9.7
Quill power feed lever
Do not use power feed at speeds
above 3000 R.P.M.
It is recommended to disengage the
power feed worm gear whenever power feed is not
required. This avoids unnecessary wear on worm
gear.
Do not move Quill Power Feed
Lever unless motor is at a
complete stop. When changing lever position, do it
gently. If gear does not engage, jog the motor and
allow it to stop before attempting to change.
The quill power feed lever is located on right side of mill
head (Figure 9). It is used to engage and disengage the
quill power feed mechanism.
The power feed is engaged by pulling out the knob and
rotating handle to a new locked position. When engaged,
the power feed mechanism will drive spindle upward or
downward. The power feed mechanism will not drive
spindle when handle is in disengaged position.
Figure 7
9.8
Feed rate lever
The
Feed Rate Lever
(Figure 8) is used to set the per-
revolution rate of the power feed mechanism. Three feed
rates are available: 0.0015-inch, 0.003-inch, and 0.006-
inch per revolution. The positions are shown on an
indicator plate under the feed rate lever.
The rate is selected by pulling out knob on feed rate lever
and moving handle to the detent of desired feed rate.
Note:
The knob is spring loaded – pull out to rotate to
new position.
Unlike other controls on the machine, the lever shifts into
engagement more easily with the motor running, and the
quill feed lever engaged.
Summary of Contents for JTM-1050EVS2
Page 13: ...13 9 3 Control positions for milling and drilling operations Table 2 ...
Page 23: ...23 13 1 1 JTM 949EVS JTM 1050EVS2 Upper Head Assembly Exploded View ...
Page 26: ...26 13 2 1 JTM 949EVS JTM 1050EVS2 Lower Head Assembly Exploded View ...
Page 30: ...30 13 3 1 JTM 949EVS Base Machine Exploded View ...
Page 33: ...33 13 4 1 JTM 1050EVS2 Base Machine Exploded View ...
Page 36: ...36 13 5 1 JTM 949EVS Table Assembly Exploded View ...
Page 38: ...38 13 6 1 JTM 1050EVS2 Table Assembly Exploded View ...
Page 46: ...46 14 0 Electrical Connections JTM 949EVS JTM 1050EVS2 ...
Page 47: ...47 This page intentionally left blank ...
Page 48: ...48 427 New Sanford Road LaVergne Tennessee 37086 Phone 800 274 6848 www jettools com ...







































































