ArcGlide THC
Instruction Manual
6-3
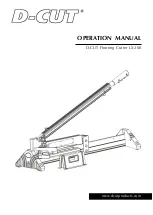
WIRING DIAGRAMS
Switch, Level, Normally Closed
time Delay Closed, N
o
/o
ff
transformer
e
lectrode
torch Symbols
Nozzle
Shield
torch
transformer, Air Core
transformer Coil
Valve, Solenoid
Voltage Source
Zener Diode
VAC Source
triac
Switch, Pressure, Normally Closed
Switch, Pressure, Normally
o
pen
Switch, 1 Pole, 1
throw
Switch, 1 Pole, 2
throw
Switch, 1 Pole, 1
throw,
Center
o
ff
Switch,
temperature,
Normally Closed
Switch,
temperature,
Normally
o
pen
time Delay Closed, NC/
o
ff
time Delay
o
pen,
N
o
/o
ff
time Delay
o
pen,
NC/
o
n
terminal
b
lock
torch, HyDefinition™
Switch,
flow
Summary of Contents for ArcGlide Torch Height Control
Page 1: ...Instruction Manual 806450 Revision 3 November 2010 ArcGlide THC...
Page 2: ......
Page 16: ...English Hypertherm Safety and Compliance S 8...
Page 34: ...1 14 ArcGlide THC Instruction Manual Specifications...
Page 48: ...2 12 ArcGlide THC Instruction Manual INSTALLATION...
Page 100: ...2 64 ArcGlide THC Instruction Manual INSTALLATION...
Page 202: ...6 4 ArcGlide THC Instruction Manual Wiring Diagrams...
Page 207: ......
Page 208: ......