




























18
37)
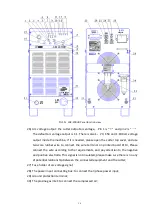
“WORKPIECE” key (Only for lgk-120HD), to choose the suitable work-piece;
38)
Cutting ground cable socket: to connect the ground cutting cable;
39)
The control socket of cutting torch: to connect the control signal wire of the cutting
torch.
Pin 1 and 2 is starting control, when the external switch is on, the cutter start to
work. Pin 3 and 4 not using;
40)
Torch arc striking terminal: to connect the arc striking wire of the torch;
41)
Air & Current output: the negative output connector of the machine is the plasma
gas output connector; the connector thread is M14×1.5.
6.11
Protection function introduction
1)
Air pressure protection
When the cutting air pressure is lower than 0.3MPa, the protection circuit starts
working and the cutter cannot start, and error code E80 will be displayed;
When the air pressure is lower than 0.3MPa during cutting, the protection
circuit starts working and the cutter cannot start, the cutting arc will extinguish
automatically;
Note: When adjust the air pressure, the panel function must be set to ‘GAS
TEST’
!
2)
Water pressure protection(LGK-120HD does not have this function)
When the water supply flow is lower than 2L/min, the COOLANT FLOW indicator
light will not on, if press the torch switch 0.9S, the water flow still lower than
20.L/min, protection circuit starts working and cutter cannot start;
When the water supply is lower than 2L/min during the process, protection
circuit starts working and cutting arc extinguishes automatically;
3)
Over-heat protection
When the ambient temperature is too high or the cooling fan is broken, the
cutter will be over heated under the rated current, and heat protection circuit starts
working, the cutting arc will extinguish automatically;
4)
Power supply input fault protection
When 3 phrase power supply is lower than 280VAC, protection circuit starts
working and there is no arc striking;
Note: the water and air pressure protection function is for protecting the torch
only!
5)
Notes of anti-interference (Specially pay attention when work on CNC automatic
cutting equipment)







































































