















-106-
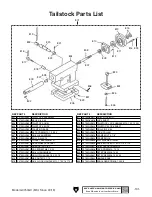
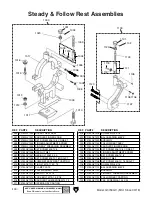
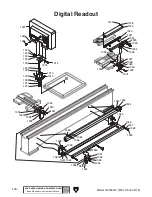
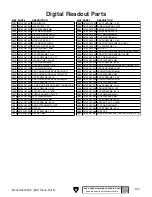
Model G0750GV (Mfd. Since 03/18)
BUY PARTS ONLINE AT GRIZZLY.COM!
Scan QR code to visit our Parts Store.
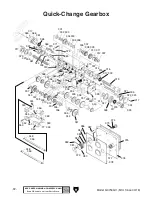
Digital Readout
1352
1351
1350
1349
1348
1347
1346
1345
1344
1343
1342
1354
1353
1357
1358
1356
1355
1360
1359
1361 1362
1365
1364
1363
1339
1338
1340
1335
1336
1341
1337
1325
1324
1323
1322
1321
1320
1318
1317
1334
1333
1330
1329
1328
1319
1327
1326
1331
1332
1301
1302
1367
1303
1366
1304
1305
1306
1314
1307
1308
1309
1310
1313
1311
1312
1308
1315
Summary of Contents for G0750GV
Page 116: ......






























































