


















GALA G.E. TIG PULSE
7
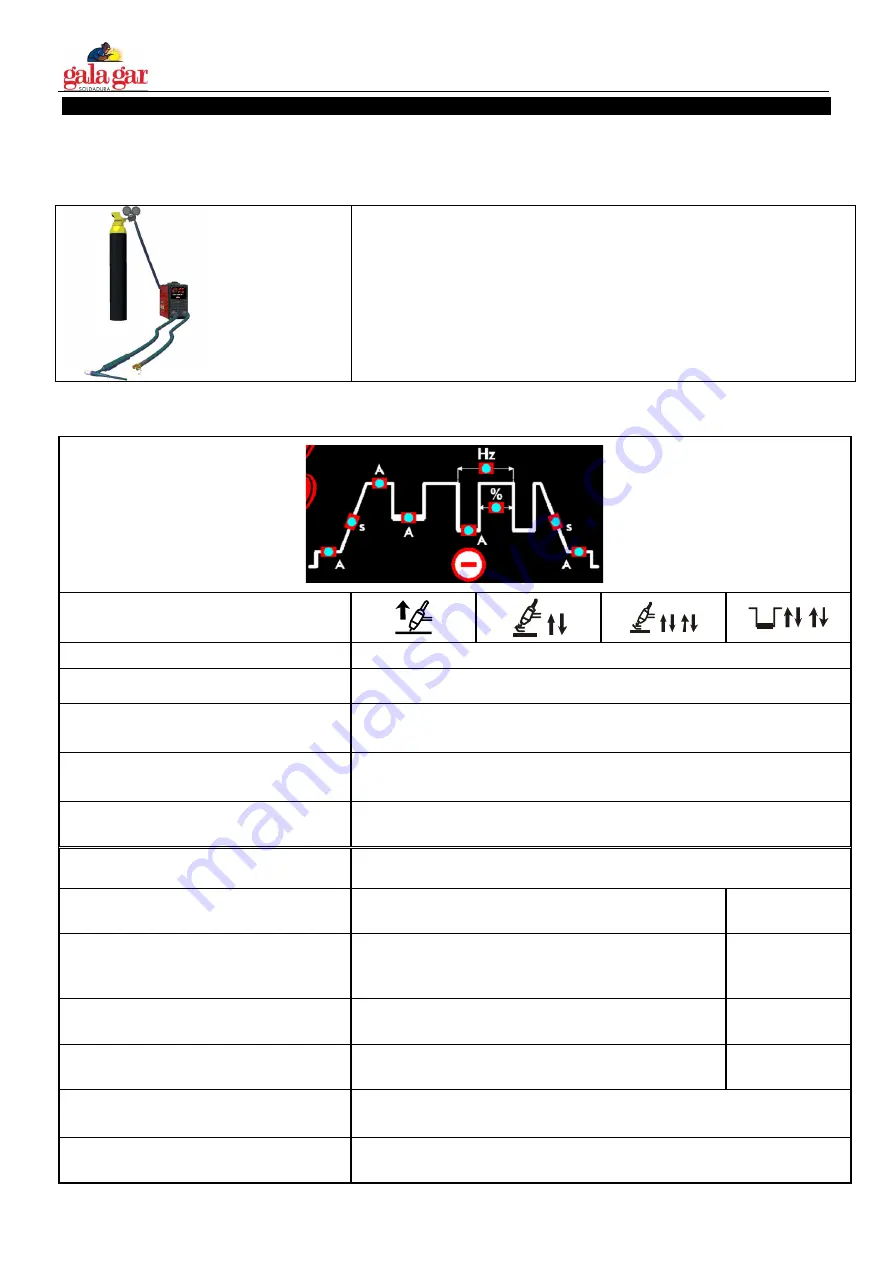
3.4 SOLDADURA MEDIANTE PROCEDIMIENTO TIG.
En soldadura TIG debe emplearse la polaridad directa exclusivamente, colocando la antorcha de soldadura en el
polo negativo. Además, en la instalación deberemos colocar una botella de gas O (normalmente Argón) que
conectaremos a la máquina a través de un manorreductor N tal como se indica en la figura inferior.
N- POLO NEGATIVO. ANTORCHA TIG DE SOLDADURA.
P- MASA DE SOLDADURA.
O- SALIDA GAS (ANTORCHA).
M- CONECTOR DE CONTROL. (ANTORCHA).
L- ENTRADA DE GAS. (BOTELLA DE GAS)
En la soldadura TIG es posible regular los siguientes parámetros de relacionados con la corriente:
Corriente soldadura
(A) (I
2
)
5 – 160 / 5 – 200
Rampa de bajada (s)
(t
dws
)
0 - 10
Corriente de crater (A)
(I
e
)
5 – 160 / 5 - 200
El valor máximo está limitado a I
2
(
)
Corriente de inicio (5- I
2
A)
(I
s
)
5 – 160 / 5 - 200
El valor máximo está limitado a I
2
(
)
Preflujo (s)
Intermitente
(Tprf)
0.1 ÷ 5.0 s
Rampa de subida (0- 10 s)
(t
ups
)
0 - 10
Segundo nivel de corriente (5 - 160/200
A)
No disponible
5 – 160 / 5 - 200
Corriente base A. Pulsado (
A)
5 – 160 / 5 - 200
El valor máximo está limitado a I
2
(
) y varía
porcentualmente con ella. (Apartado 3.5)
No disponible
Frecuencia de pulsado (Hz)
0.1 - 500
No disponible
Duty cycle (20-80 %)
20 - 80
No disponible
Mando a distancia.
Regula entre el valor asignado a Corriente de inicio
(I
s
) y el valor Corriente
soldadura
(I
2
)
Postflujo (s)
Intermitente
(Tpsf)
0.1 ÷ 10.0 s







































































