
















GALA G.E. TIG PULSE
5
3. PUESTA EN MARCHA. FUNCIONAMIENTO Y REGLAJES.
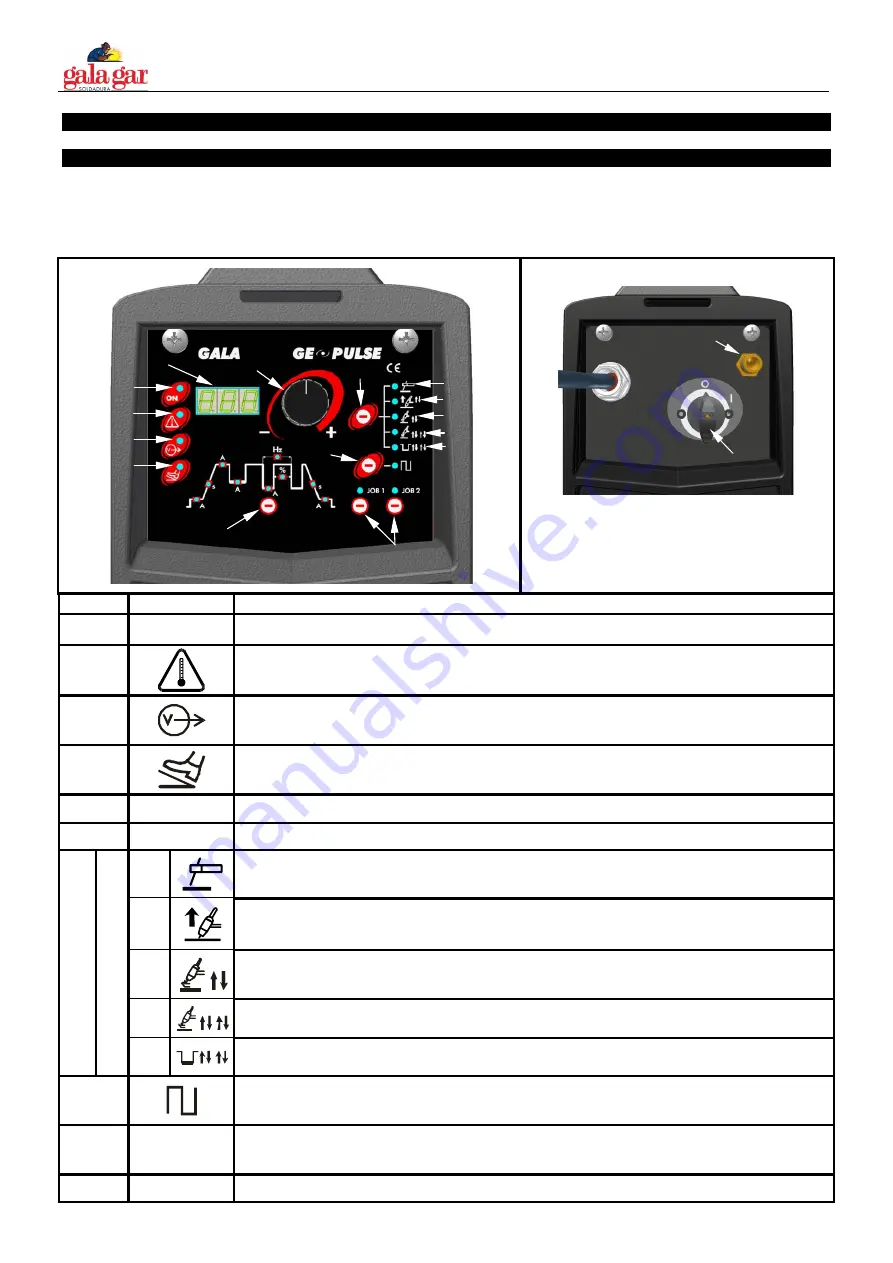
3.1 MANDOS DE OPERACIÓN.
Una vez realizada la instalación eléctrica de alimentación puede proceder a la puesta en marcha del equipo. En
este apartado se describe el sistema de mando y regulación de los equipos GALA G.E. TIG PULSE.
Panel de control del equipo GALA G.E. TIG PULSE
A
B
C
D
E
F
G
H
I
J
G1
G2
G3
G4
G5
K
L
K
- Interruptor de PUESTA EN MARCHA.
L
– Entrada de Gas
Marca
Símbolo
Descripción de uso.
A ON
Indicador puesta en marcha. Indicador de la puesta en marcha, “ON”.
B
Indicador desconexión térmica. Indica desconexión por sobrecalentamiento, o por la
existencia de una tensión de alimentación fuera del rango nominal.
C
Indicador de presencia de tensión de soldadura. Indica la presencia de tensión en los
conectores de soldadura.
D
Indicador de mando a distancia conectado. Se ha conectado uno de los mandos a
distancia disponibles (apartados 3.2, 3.3 y 3.9)
E
Indicador de valor del parámetro/ Corriente real de soldadura.
F
Selector de valores.
G.1
MODO ELECTRODO. En este modo de trabajo dispondrá de las funciones de AYUDA
AL CEBADO, FUERZA DE ARCO y ANTIPEGADO. (Apartado 3.3)
G.2
MODO TIG 2 tiempos con cebado mediante LIFT ARC. Apartado 3.5.
G.3
MODO TIG 2 t. con cebado mediante Alta Frecuencia (HF). Apartado 3.5.
G.4
MODO TIG 4 t. con cebado mediante Alta Frecuencia (HF). Apartado 3.6.
Selector de proceso de
soldadura
G
G.5
MODO TIG 4 tiempos con cebado mediante Alta Frecuencia y posibilidad de 2 niveles
de corriente. Apartado 3.6.2.
H
Selector e indicador del arco pulsado. Apartado 3.7.
I
JOB
Memorización de parámetros. Apartado 3.8
J
Parámetros proceso TIG. Apartados 3.4 a 3.8.







































































