















GALA G.E. TIG PULSE
30
3.5 SOUDAGE AU MOYEN DU PROCÉDÉ TIG. MODE 2 TEMPS.
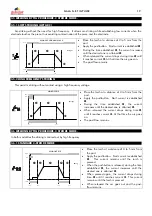
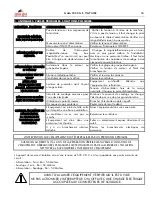
3.5.1 AMORÇAGE DOUX (LIFT-ARC)
Amorçage sans besoin de haute fréquence. Il permet l’amorçage doux de contact en établissant de faibles
courants au moment où l’électrode touche la pièce, évitant ainsi la contamination de l’électrode et de la pièce.
GAS
1T
↓
2T
↑
Torch
MODO 2T CEBADO SUAVE
Post gas
•
Placer la torche à une distance de 3 mm à 5 mm de
la pièce.
•
Actionner le bouton pour établir le courant de début
.
•
Pendant le temps établi , le courant augmente
jusqu’à la valeur désirée .
•
En relâchant la touche, le courant diminue pendant
la durée pour atteindre le courant . L’arc
s’éteindra alors.
•
Le postflux continue.
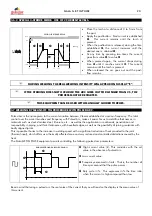
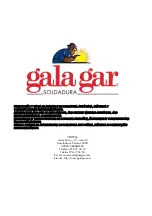
3.5.2 AMORÇAGE AU MOYEN HAUTE FRÉQUENCE.
Il permet l’amorçage sans contact au moyen de l’utilisation d’une tension de haute fréquence.
GAS
1T
↓
2T
↑
Torch
MODO 2T HF
HF
Post gas
•
Placer la torche à une distance de 3 mm à 5 mm
de la pièce.
•
Actionner le bouton pour établir le courant de
début .
•
Pendant le temps établi , le courant augmente
jusqu’à la valeur désirée .
•
En relâchant la touche, le courant diminue pendant
la durée pour atteindre le courant . L’arc
s’éteindra alors.
•
Le postflux continue.
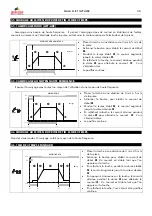
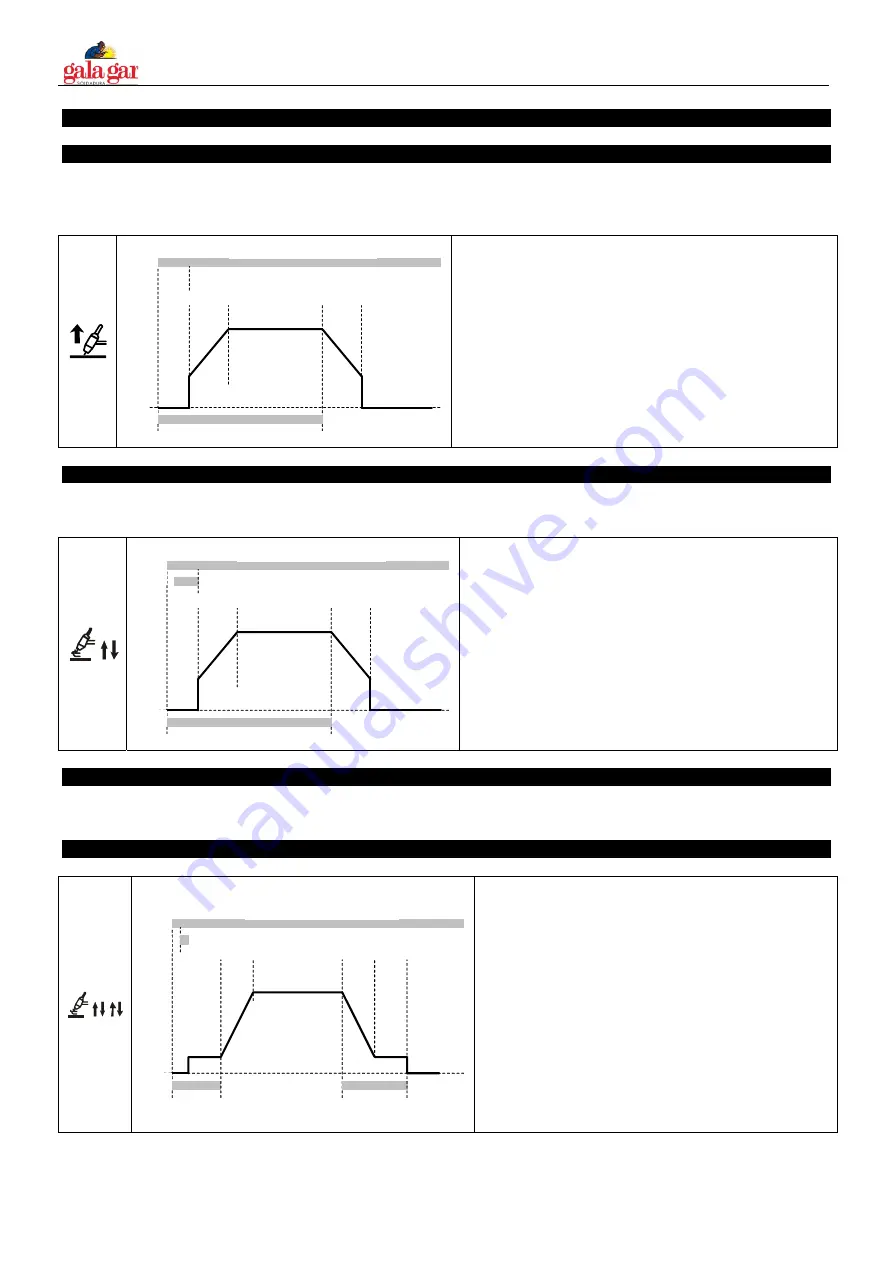
3.6 SOUDAGE AU MOYEN DU PROCÉDÉ TIG. MODE 4 TEMPS.
Dans les deux modes, l’amorçage se fait au moyen de la haute fréquence.
3.6.1 MODE 4 TEMPS STANDARD
GAS
1T
↓
Torch
MODO 4T HF
3T
↓
2T
↑
4T
↑
HF
Post g
•
Placer la torche à une distance de 3 mm à 5 mm
de la pièce.
•
Actionner le bouton pour établir le courant de
début . Ce courant est stable tant que l’on
appuie sur la torche.
•
En relâchant la touche, pendant la durée établie
, le courant augmente jusqu’à la valeur désirée
.
•
En appuyant à nouveau sur la touche, le courant
diminue pendant la durée pour atteindre le
courant . Ce courant est stable tant que l’on
appuie sur la touche.
•
En relâchant la touche, l’arc s’éteint et le postflux
continue.







































































