
















GALA G.E. TIG PULSE
29
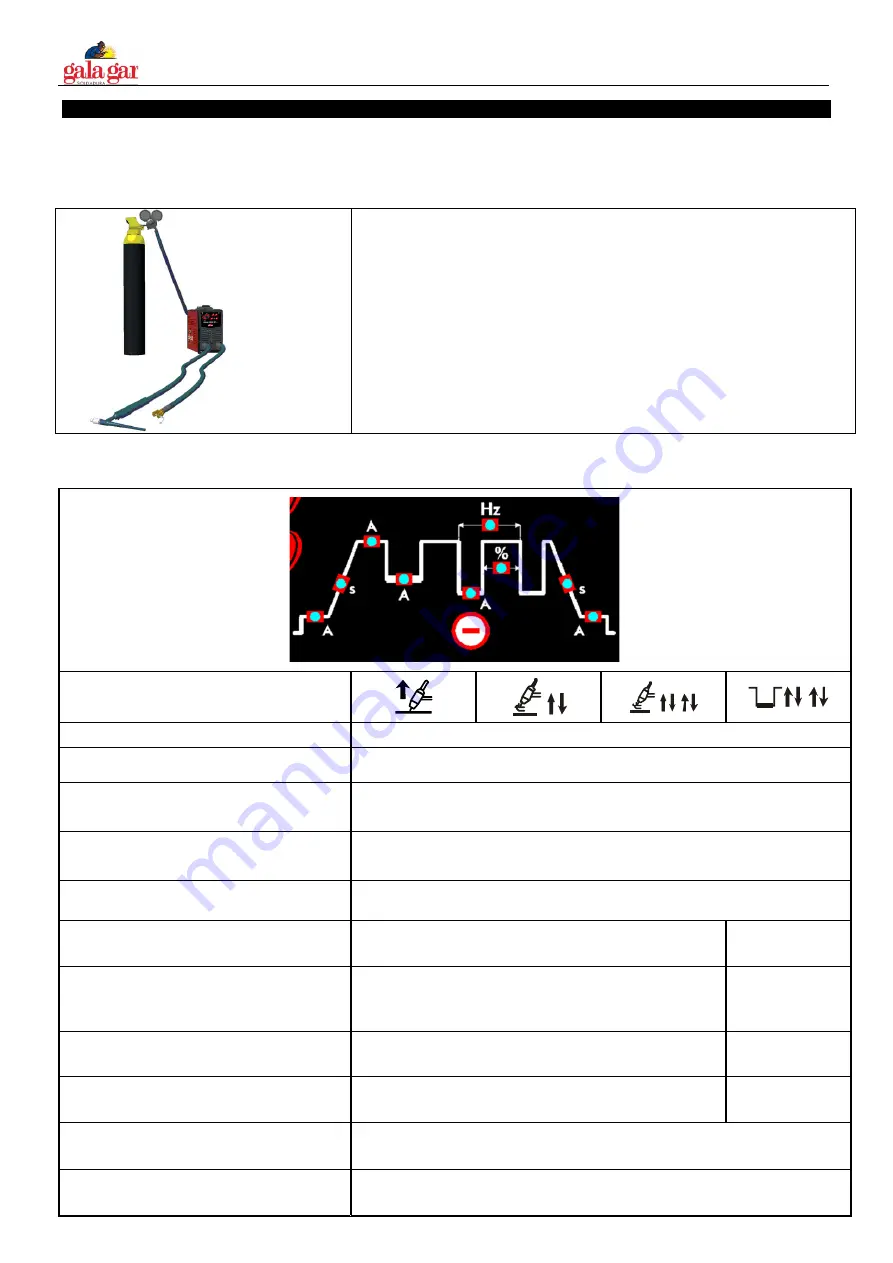
3.4 SOUDAGE AU MOYEN DU PROCÉDÉ TIG.
Pour le soudage TIG, il faut utiliser la polarité directe, en posant la torche de soudage sur le pôle négatif. De
plus, il faudra installer une bouteille de gaz O (Argon en principe) et la brancher à la machine au moyen d’un
détendeur N tel qu’il est indiqué sur la figure précédente.
N- PÔLE NÉGATIF. TORCHE TIG DE SOUDAGE.
P- PRISE DE MASSE.
O- SORTIE DE GAZ (TORCHE).
M- CONNECTEUR DE CONTRÔLE. (TORCHE)
l- ENTRÉE DE GAZ. (BOUTEILLE DE GAZ)
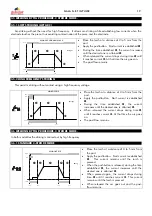
Pour le soudage TIG, on peut régler les paramètres suivants relatifs au courant:
Courant de soudage
(A) (I
2
)
5 – 160 / 5 - 200
Rampe de descente
(s)
(t
dws
)
0 - 10
Courant de cratère A)
(I
e
)
5 – 160 / 5 - 200
La valeur maximum est limitée à I
2
(
)
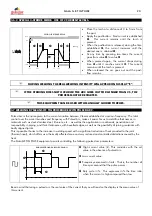
Courant de début (5- I
2
A)
(I
s
)
5 – 160 / 5 - 200
La valeur maximum est limitée à I
2
(
)
Rampe de montée (0- 10 s)
(t
ups
)
0 - 10
Deuxième niveau de courant (5-160/200
A)
Non disponible
5 – 160 / 5 - 200
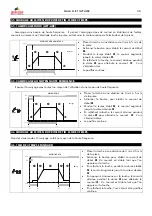
Courant base A. Pulsé (
A)
5 – 160 / 5 - 200
La valeur maximum est limitée à I
2
(
) et elle varie
proportionnellement à elle. (Paragraphe 3.5)
Non disponible
Fréquence de pulsé (Hz)
0.1 - 500
Non disponible
Duty cycle (20-80 %)
20 - 80
Non disponible
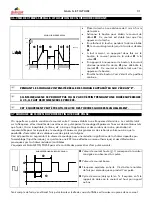
Commande à distance
Réglage entre la valeur assignée au courant de début
(I
s
) et la valeur du
courant de soudage
(I
2
)
Preflux ; Postflux (s)
0.1 – 5.0 s ; 0.1 – 10.0 s







































































