















37/38
S
ept
.
2014
V3.1
CybTouch 12 PS User Manual
M
SG
n
r
.
M
eSSaGe
d
eScripTion
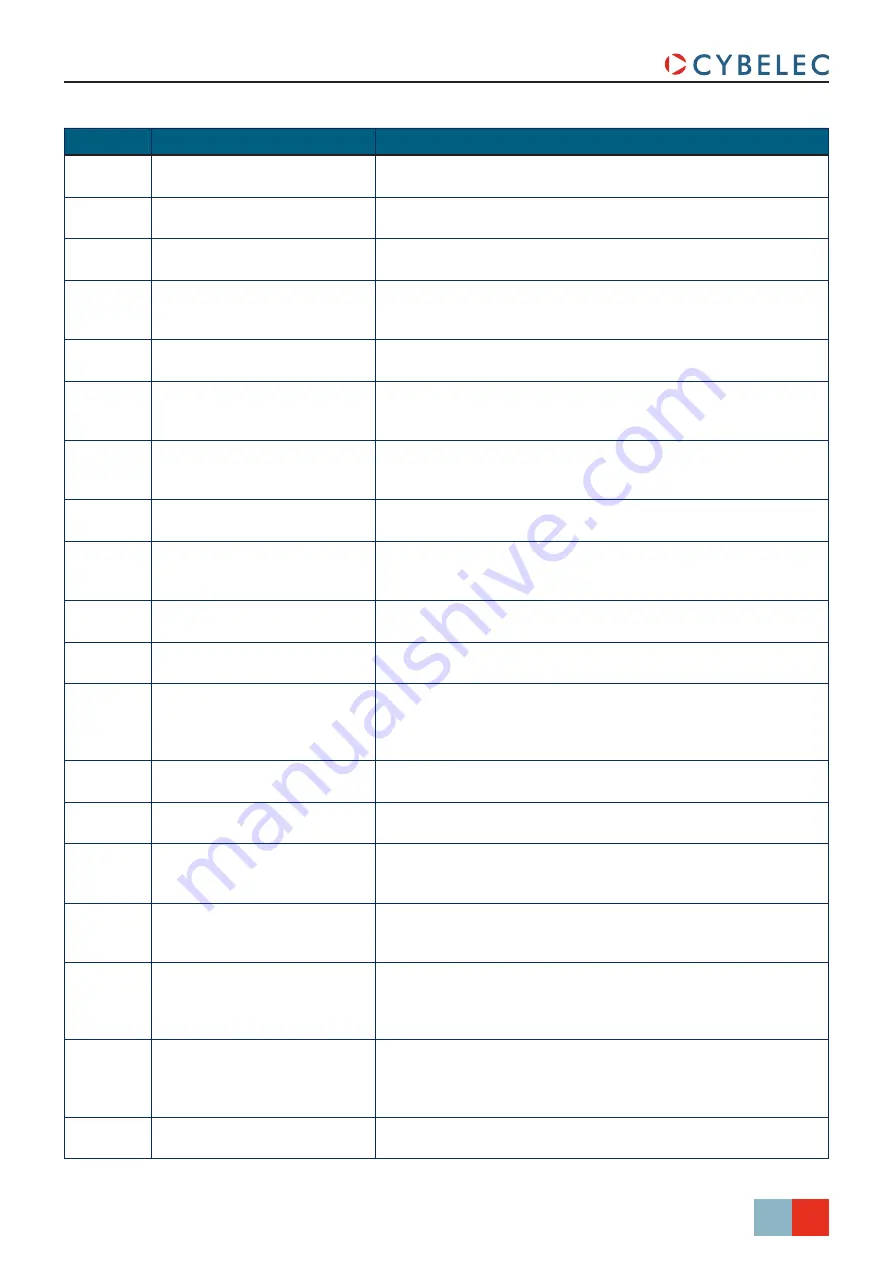
E45
Error: backgauge “rest” mode
and retract
It is not allowed to program a
with a support type of back gauge finger.
E46
“Pressure” analog output not
configured
While configuring (setting up) the NC, dedicated input or output
are not configured but are requested to run properly.
E47
R over maximum limit
The programed position value for axis R is above the value of the
maximum limit switch position.
E48
Stop doesn’t exist
This error means the operator is trying to make a bend without a
back gauge or with a back gauge whose mode is none. Select a
valid back gauge.
E50
Value out of limit
This message is displayed when the value the operator is trying
to be program is bigger than the maximum authorized value.
E51
Error[ ][ ][ ][ ]...
Internal management error. Write the error’s codes down and
the software’s number (see
Cybelec.
E52
Punch does not exist
This message is displayed when trying to create a new part
before having selected a punch in the list (see
E53
Die does not exist
This message is displayed when trying to create a new part
before having selected a die in the list (see
).
E55
Identification Error 1 (No
motion detected)
No motion detected. Should not happen if you started the Wizard
from the beginning. If the error remains, check limit switches,
drive, wiring, etc.
E56
Identification Error 2 (Not
enough oscillations)
Not enough oscillations Increase the identification time. See
machine parameters manual.
E57
Identification Error 3
(Amplitude of the oscillation)
Oscillation amplitude. Increase the identification voltage. See
machine parameters manual.
E58
Fw Axes Error 32 [Trajectory
tracking error]
This is a regulator error. The axis could not follow its trajectory.
This may be due to high friction, resistance or an obstacle on the
axis movement. This may also be a drive problem.
Call a technician.
E59
Fw Axes Error 311 [MaxSpeed
too high !]
Max speed or encoder resolution too high.
E60
Fw Axes Error 312 [MaxSpeed
too small !]
Max speed or encoder resolution too low.
E61
Fw Axes Error 313
[Acceleration too small or
MaxSpeed too high !]
Acceleration too low (mm/s
2
) or max speed too high. This needs
to be corrected. Please note that acceleration is not a ramp
distance.
E62
Fw Axes Error 314
[Acceleration too high or
MaxSpeed too small !]
Acceleration too high (mm/s
2
) or max speed too low. This needs
to be corrected.
E66
Fw Axes Error 33 [Maximum
voltage time exceeded (10V)]
This is a regulator error. The axis could not follow its trajectory.
This may be due to higher friction, resistance or an obstacle on
the axis movement. It may also be a drive problem.
Call a technician.
E67
Fw Axes Error 39 [Speed
tracking error]
This is a regulator error. The axis could not follow its trajectory.
It may be due to higher friction, resistance or an obstacle on the
axis movement. It may also be a drive problem.
Call a technician.
E68
Fw Axes Error 316 [MinPosition
or MaxPosition outside limit ! ]
Axis position counter is out of max or min limit.
Verify physical axis position and set the axis counter accordingly.







































































