







CS6140, CS6140B Series Turning machine
Instructions
14-2
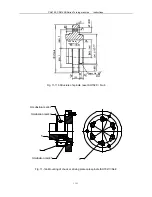
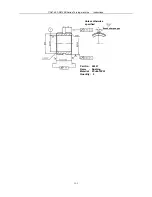
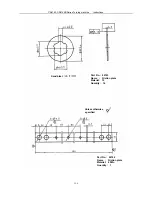
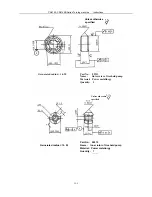
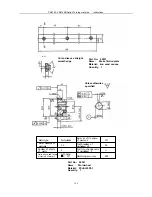
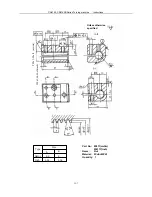
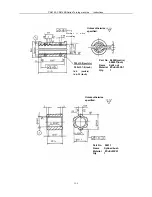
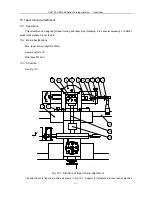
14.5 Easy-worn parts
See table 14-1 for easy-worn parts.
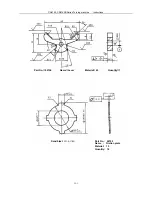
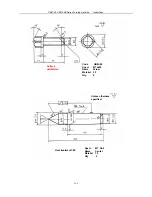
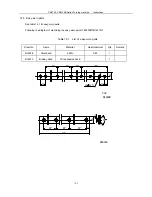
Following is a diagram of machining the easy-worn parts.
(
B16008
、
B16010
)
Table 14-1 List of easy-worn parts
Draw No.
Name
Material
Heat treatment
Qty.
Remark
B16008
Steel band
65Mn
C42
1
B16010
Braking band
Wire asbestos band
1
12
7
12
87
87
87
200
25
4- 6.5
87
87
87
10
620
25
90
4
C42
B16008
B16010
Summary of Contents for CS6140 Series
Page 16: ...CS6140 CS6140B Series Turning machine Instructions 4 3 Fig 4 2 Bearing location diagram ...
Page 31: ...CS6140 CS6140B Series Turning machine Instructions 6 2 Fig 6 1a Location of electrical parts ...
Page 33: ...CS6140 CS6140B Series Turning machine Instructions 6 4 Fig 6 2a Electric schematic diagram 1 ...
Page 34: ...CS6140 CS6140B Series Turning machine Instructions 6 5 Fig 6 2a Electric schematic diagram 2 ...
Page 48: ...CS6140 CS6140B Series Turning machine Instructions 10 2 ...