





























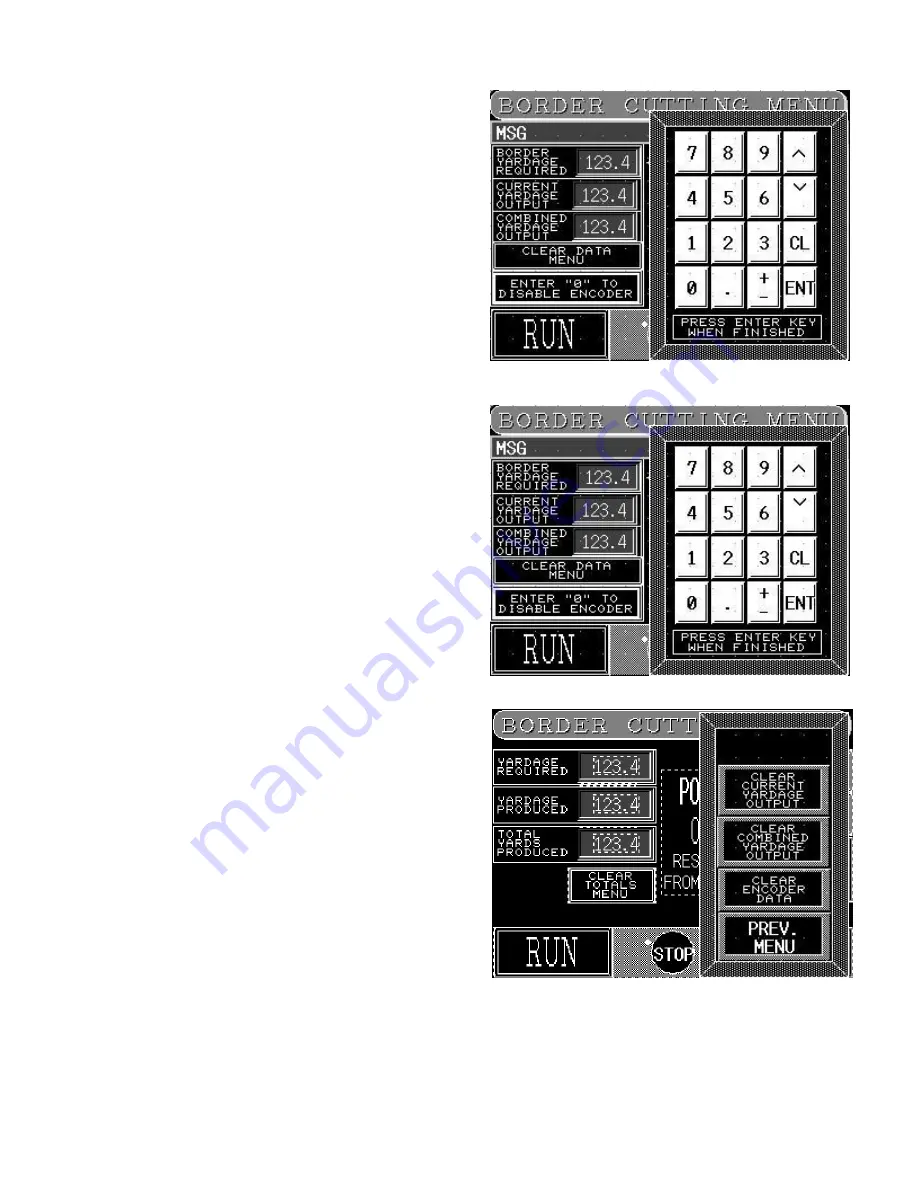
2.- BORDER QUANTITY PRODUCED
This is the number of preselected border lengths
produced since this value was last cleared.
After selecting a number field a number pad will come
up. Enter the desired number and select ENT to enter
that number in the desired location.
3- TOTAL BORDER OUTPUT
This is the total number of border lengths produced
since this value was last cleared.
After selecting a number field a number pad will come
up. Enter the desired number and select ENT to enter
that number in the desired location.
4- CLEAR DATA MENU
To erase the data on the 3 top screens.
You will get 4 options:
CLEAR BORDER QTY PRODUCED.
CLEAR TOTAL BORDER OUTPUT.
CLEAR ENCODER.
PREV. MENU.
From
the
library
of:
Diamond
Needle
Corp
Summary of Contents for 1393E
Page 2: ...From the library of Diamond Needle Corp ...
Page 16: ...1 2 Technical Data Foot Print From the library of Diamond Needle Corp ...
Page 28: ...b Border Cut Mode From the library of Diamond Needle Corp ...
Page 32: ...c Position Trim Blades From the library of Diamond Needle Corp ...
Page 35: ...Technical Manual Parts Lists d Maintenance Menu From the library of Diamond Needle Corp ...
Page 41: ...Technical Manual Parts Lists f Manual Mode From the library of Diamond Needle Corp ...
Page 59: ...Technical Manual Parts Lists From the library of Diamond Needle Corp ...





















































