- 68 -
UWAGA:
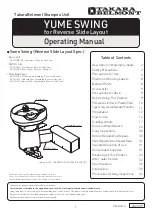
SMAW – Shielded Metal Arc Welding, spawanie elektrodą otuloną
MIG (Heavy) – MIG on Heavy Metals, spawanie metali ciężkich elektrodą topliwą w osłonie gazu obojętnego
TIG, GTAW – Gas Tungsten Arc Welding, spawanie elektrodą wolframową w osłonie gazu obojętnego
PAW – Plasma Arc Welding, spawanie plazmowe (łukiem plazmowym)
PAC – Plasma Arc Cutting, cięcie plazmowe
MAG/CO² – Metal Active Gas, spawanie elektrodą topliwą w osłonie gazu czynnego
SAW – Shielded Semi-Automatic Arc Welding, spawanie półautomatyczne łukiem osłoniętym
MIG (Light) – MIG on Light Alloys, spawanie stopów lekkich elektrodą topliwą w osłonie gazu obojętnego
10
11
SMAW
MIG(heavy)
MIG(light)
TIG,GTAW
MAG/CO2
SAW
PAC
PAW
9
10
11
12
13
14
12
13
14
12
13
14
15
10
11
12
13
14
10
9
11
12
13
15
14
10
11
12
13
11
12
13
15
14
11
10
9
8
12
13
15
14
11
10
Welding Process
0.5
20
10
40
80
125
175
275
450
350
500
400
300
250
200
150
100
60
30
15
5
1
225
2.5
ARC CURRENT
(
Amperes
)
TABELA STOPNI PRZYCIEMNIENIA
(NO.1)
•
WYMIANA SZYBKI PRZEDNIEJ
W razie pęknięcia, zarysowania, trwałego zanieczyszc
-
zenia lub miejscowego uszkodzenia przedniej szybki należy ją wymienić. W tym celu umieść
palec wskazujący lub kciuk we wgłębieniu przy dolnej krawędzi szybki i wygnij szybkę w
górę, tak aby jedna jej krawędź uwolniła się; patrz: Rysunek 6.
•
WYMIANA SZYBKI WEWNĘTRZNEJ
W razie pęknięcia, zarysowania, trwałego zaniec
-
zyszczenia lub miejscowego uszkodzenia szybki wewnętrznej należy ją wymienić.
•
WYMIANA WKŁADU FILTRAPatrz
: Rysunki 6a i 6b.
•
INSTALOWANIE NOWEGO WKŁADU
Zanim umieścisz nowy wkład filtra w jego ramie
wewnątrz maski, poprowadź kabel potencjometru poniżej pętli z drutu. Zamknij zacisk w
postaci pętli z drutu i zadbaj o to, żeby przednia krawędź pętli była przytrzymywana poniżej
występów zabezpieczających; patrz: Rysunek 6b.
• Przymocuj potencjometr wewnątrz maski w taki sposób, aby jego trzonek wystawał przez
otwór. Umieść pokrętło regulacji przyciemnienia na trzonku.
•
CZYSZCZENIE
Czyść maskę, wycierając ją miękką szmatką. Regularnie czyść powierzch
-
nie wkładu. Nie używaj do tego celu silnych środków czyszczących. Czyść czujniki pomiar
-
owe i ogniwa słoneczne czystą szmatką zwilżoną spirytusem skażonym; wycieraj do sucha
niestrzępiącą się szmatką.
KONSERWACJA
Содержание 4050
Страница 2: ...GB DA DE ET FI HU LT LV NB PL SV 1 8 15 22 29 36 43 50 57 64 71...
Страница 80: ......