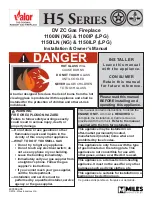
PIEZĪME.
SMAW — segtu elektrodu loka metināšana
MIG (Heavy) — smago metālu loka metināšana ar kūstošu elektrodu gāzes (inertā) vidē
TIG, GTAW — volframa loka metināšanai gāzes (inertā) vidē
PAW — loka metināšana ar plazmu
PAC — loka griešana ar plazmu
MAG/CO² — loka metināšana ar kūstošu elektrodu gāzes (aktīvā) vidē
SAW — segtu elektrodu pusautomātiska loka metināšana
MIG (Light) — vieglo sakausējumu loka metināšana ar kūstošu elektrodu gāzes (inertā) vidē
10
11
SMAW
MIG(heavy)
MIG(light)
TIG,GTAW
MAG/CO2
SAW
PAC
PAW
9
10
11
12
13
14
12
13
14
12
13
14
15
10
11
12
13
14
10
9
11
12
13
15
14
10
11
12
13
11
12
13
15
14
11
10
9
8
12
13
15
14
11
10
Welding Process
0.5
20
10
40
80
125
175
275
450
350
500
400
300
250
200
150
100
60
30
15
5
1
225
2.5
ARC CURRENT
(
Amperes
)
APTUMŠOJUMA NORAŽU TABULA
(NO.1)
•
NOMAINIET PRIEKŠĒJO PĀRSEGA LĒCU.
Nomainiet priekšējo pārsega lēcu, ja tā ir
bojāta (ieplaisājusi, ieskrāpēta, netīra vai izrobota). Ievietojiet pirkstu padziļinājumā loga
apakšējā malā un lieciet logu uz augšu, līdz tas atvienojas no vielas malas (skatiet 6. att.).
•
NOMAINIET IEKŠĒJO PĀRSEGA LĒCU.
Ja tā ir bojāta (ieplaisājusi, ieskrāpēta, netīra
vai izrobota).
•
NOMAINIET APTUMŠOJUMA KASETNI
(skatiet 6.a un 6.b att.)
•
UZSTĀDIET JAUNU KASETNI.
Paņemiet jauno aptumšojuma kasetni un ievietojiet poten
-
ciometra vadu zem vadu cilpas; tad ievietojiet kasetni fiksējošajā rāmī ķiveres iekšpusē.
Nospiediet vadu cilpas spaili un pārliecinieties, ka cilpas priekšējā mala ir pareizi fiksējusies
zem izciļņiem, kā redzams 6.b att.
• Nostipriniet potenciometru ķiveres iekšpusē, ievietojot asi caur atveri. Uzspiediet
aptumšojuma kontroles pogu uz ass.
•
TĪRĪŠANA.
Ķiveri tīriet, noslaukot to ar mīkstu drānu. Regulāri notīriet kasetnes virsmas.
Neizmantojiet spēcīgus tīrīšanas šķīdumus. Sensorus un saules baterijas tīriet ar metilspirtu
un tīru drānu, nosusiniet ar bezplūksnu drānu.
APKOPE
- 54 -
Содержание 4050
Страница 2: ...GB DA DE ET FI HU LT LV NB PL SV 1 8 15 22 29 36 43 50 57 64 71...
Страница 80: ......