








59
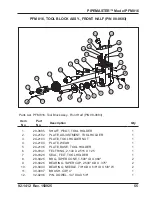
PIPEMASTER™ Model PFM816
92-1412 Rev. 150925
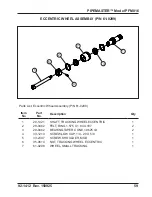
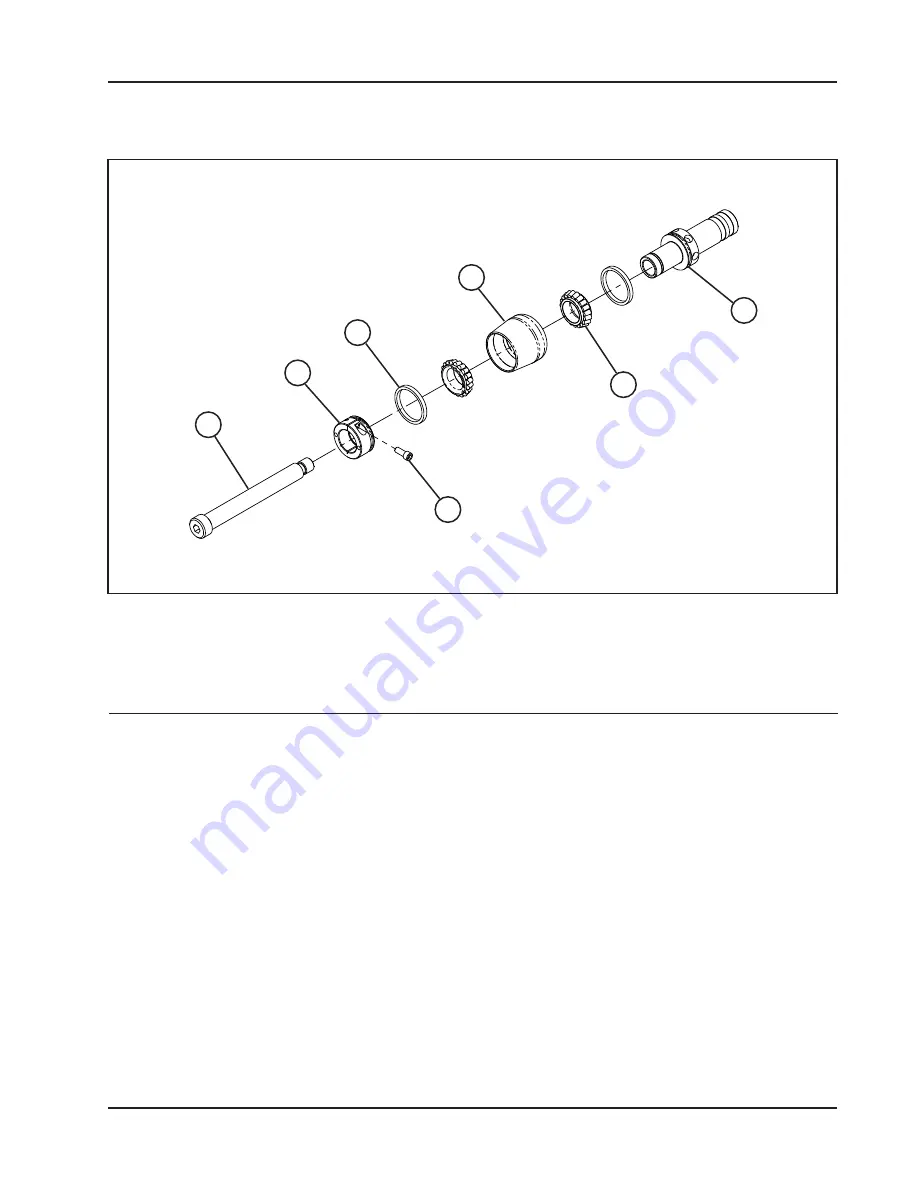
ECCENTRIC WHEEL ASSEMBLY (P/N 61-0299)
1
2
3
4
5
6
7
Parts List, Eccentric Wheel Assembly (P/N 61-0299)
Item
No
Part
No.
Description
Qty
1.
20-1321
SHAFT, TRACKING WHEEL ECCENTRIC
1
2.
28-0482
FELT, RING 1.575 X 1.84 X.187
2
3.
29-0462
BEARING,TAPER,CONE,1.0625 ID
2
4.
33-1213
SCREW,LOW CAP, 1/4 - 20 X 5/8
1
5.
33-2397
SCREW, SHOULDER, MOD
1
6.
35-0814
NUT, TRACKING WHEEL ECCENTRIC
1
7.
61-0298
WHEEL, SMALL TRACKING
1
Содержание PIPEMASTER PFM816
Страница 1: ...Operation Manual 92 1412 Rev 150925 PIPEMASTER Model PFM816 ...
Страница 14: ...12 TRI TOOL INC 92 1412 Rev 150925 Grease Fitting Grease Fitting Figure 5 Maintenance Picture 4 ...
Страница 28: ...This Page is Intentionally Left Blank ...
Страница 30: ...This Page is Intentionally Left Blank ...
Страница 44: ...42 TRI TOOL INC 92 1412 Rev 150925 PFM 816 SUB ASSEMBLY 1 OF 3 P N 02 2566 ...







































































