











53
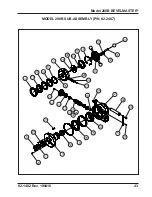
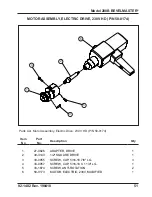
Model 208B BEVELMASTER
®
92-1482 Rev. 190410
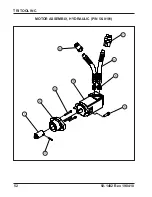
Parts List, Motor Assembly, Hydraulic (P/N 56-0101)
Item
No
Part
No.
Description
Qty
1.
27-0618
ADAPTER, DRIVE
1
2.
27-0619
ADAPTER, HYDRAULIC MOTOR
1
3.
32-0090
PIN, SHEAR
1
4.
33-0061
SCREW, CAP, 5/16-18 X 2 1/4"
3
5.
33-0107
SCREW, CAP, 1/2-13 X 1 1/2"
2
6.
54-0002
ADAPTER
2
7.
54-0333
COUPLER, QD, HYD, DRIPLESS, FEMALE
1
8.
54-0334
COUPLER, QD, HYD, DRIPLESS, MALE
1
9.
55-0156
HOSE ASSEMBLY, HYDRAULIC
2
10.
56-0102
MOTOR, HYDRAULIC
1
NOT SHOWN
54-0335 DUST PLUG, DRIPLESS
2
Содержание BEVEL MASTER 208B
Страница 1: ...92 1482 Rev 190410 Model 208B BEVELMASTER ...
Страница 54: ...52 TRI TOOL INC 92 1482 Rev 190410 MOTOR ASSEMBLY HYDRAULIC P N 56 0101 5 3 1 2 4 10 9 6 8 7 ...
Страница 57: ...This Page is Intentionally Left Blank ...
Страница 58: ......







































































