
















47
Model 208B BEVELMASTER
®
92-1482 Rev. 190410
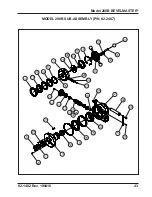
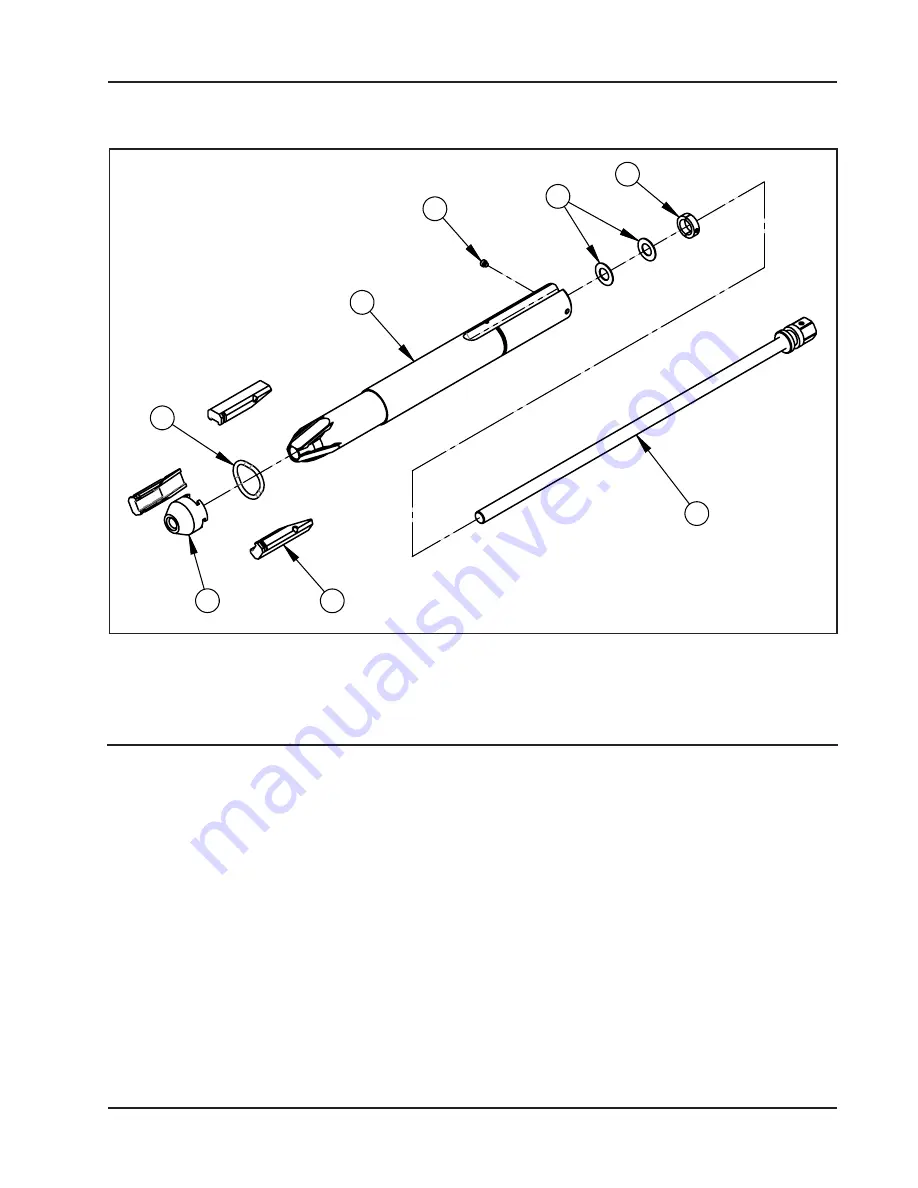
MANDREL ASSEMBLY, 2" SCH XX (P/N 06-0580)
1
2
3
4
5
6
7
8
Parts List, Mandrel Assembly, 2" Sch XX (P/N 06-0580)
Item
No
Part
No.
Description
Qty
1.
11-0167
ROD ASSY, DRAW, MOD.
1
2.
13-0616
MANDREL, MODIFIED, 2" - XX PIPE
1
3.
24-1673
PLATE, BUTT, 2"XX
1
4.
33-1527
SCREW, SET, 1/4-20 X 1/4, HDOG
2
5.
34-0502
WASHER, THRUST BEARING
2
6.
40-0001
SPRING, EXT, 5/32 X 2-1/2
1
7.
45-0582
BUSHING, SPLIT
2
8.
48-1202
BLOCK, RAMP, 2"XX
3
Содержание BEVEL MASTER 208B
Страница 1: ...92 1482 Rev 190410 Model 208B BEVELMASTER ...
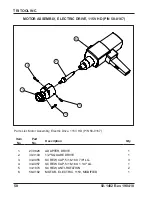
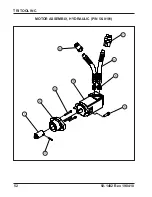
Страница 54: ...52 TRI TOOL INC 92 1482 Rev 190410 MOTOR ASSEMBLY HYDRAULIC P N 56 0101 5 3 1 2 4 10 9 6 8 7 ...
Страница 57: ...This Page is Intentionally Left Blank ...
Страница 58: ......







































































