


















Содержание SF-2200H
Страница 1: ...1 Flame Plasma CNC Cutting System SF 2200H QG V2 1 Operating Manual ...
Страница 8: ...SF 2200H Flame Plasma CNC Cutting System Operating Manual 6 1 5 Connection Instruction AC220 AC220 ...
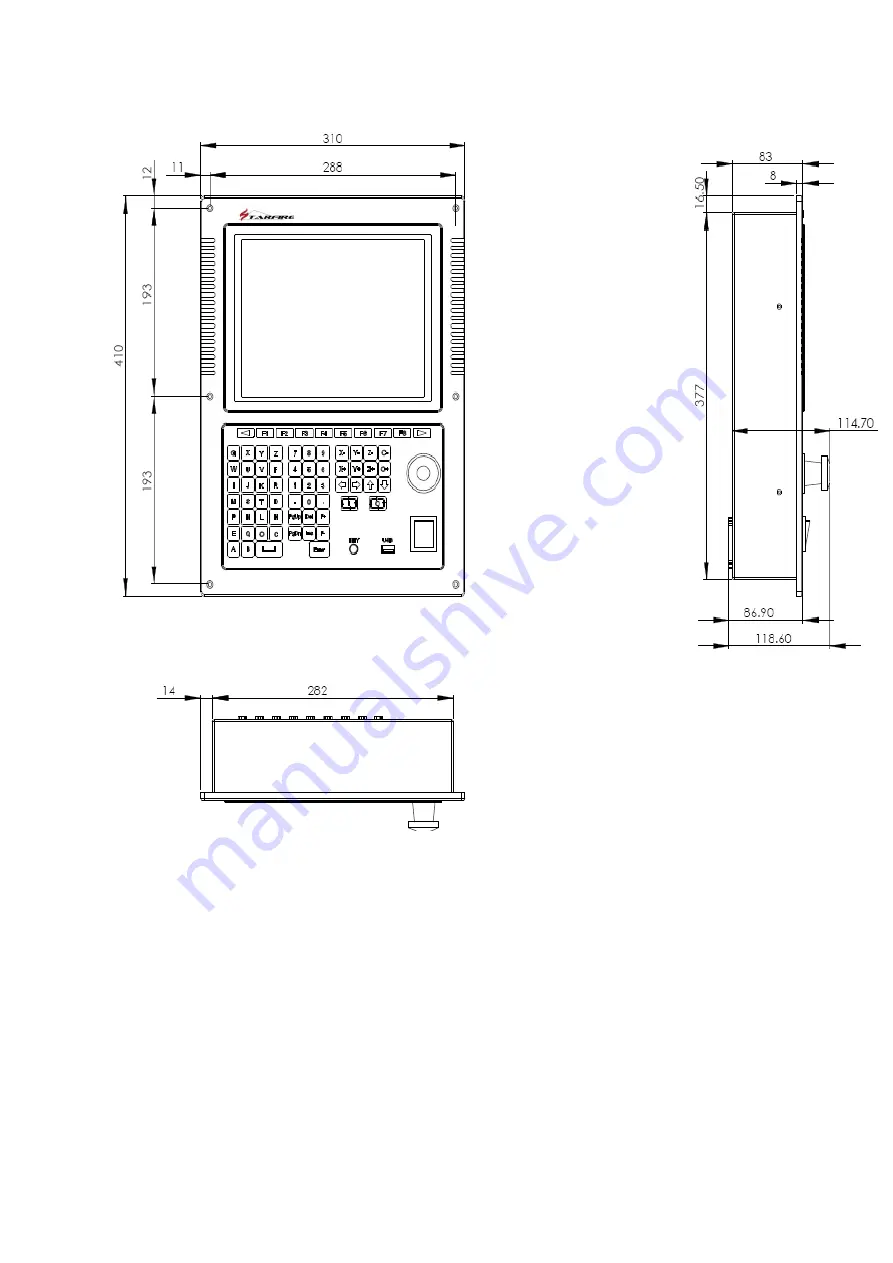
Страница 27: ...SF 2200H Flame Plasma CNC Cutting System Operating Manual 25 APPENDIX 1 EXTERIOR DIMENSION ...







































































