





















SF-2200H Flame / Plasma CNC Cutting System Operating Manual
22
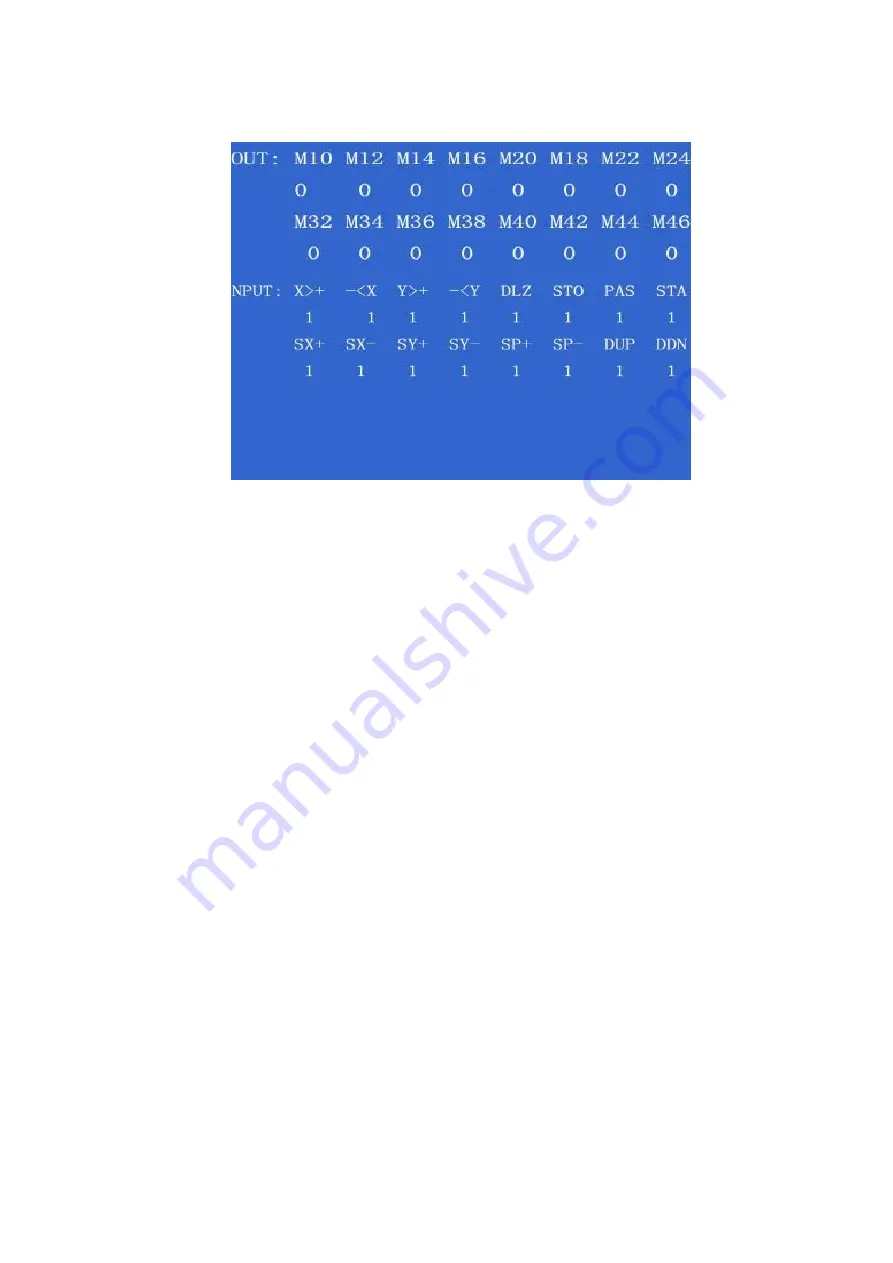
Section 7 Diagnose Function
Under system main menu, press F4 to enter Diagnose function menu, shown as below:
The system diagnose function can check the signal of input/output whether normal or not.
1
.
OUTPUT: There are 16 output ports, move cursor and change the value( from
‘0’ to ‘1’ or ‘1’ to ‘0’) to
change the level state:
1: high level;
0: low level.
2
.
INPUT: There are 16 input ports. 1: enable, 0: disable. About the input ports
’ definition, please refer 9.3.
图 7.1 Diagnose function menu
Содержание SF-2200H
Страница 1: ...1 Flame Plasma CNC Cutting System SF 2200H QG V2 1 Operating Manual ...
Страница 8: ...SF 2200H Flame Plasma CNC Cutting System Operating Manual 6 1 5 Connection Instruction AC220 AC220 ...
Страница 27: ...SF 2200H Flame Plasma CNC Cutting System Operating Manual 25 APPENDIX 1 EXTERIOR DIMENSION ...







































































