



















6918600000
6
nell’apposito raccordo posto sul pannello frontale
6) Allacciare la bombola del gas (Argon)
all’apposito raccordo posto sul pannello posteriore
della macchina.
7) Premere il pulsante
“SELECT MODE”
e
posizionarsi sul LED n.2 o 3 per Saldatura TIG con
HF o senza HF.
DESCRIZIONE PANNELLO
FRONTALE
%
Select
Mode
Function
Pulse
1
v
2
%
Hz
%
%
1
Led abilitazione saldatura
2
Led Modalità Tig HF
3
Led Modalità Tig LIFT
4
Led Modalità Elettrodo
5
Pulsante Selezione Modalità Saldatura
6
Led Pre Gas (0,1 -2 sec)
7
Led Base Current 1 (10 - 90%)
8
Pulsante Selezione Funzioni TIG
9
Led Base Current 2 (10 - 90%)
10
Led Post Gas (0,1 - 10 sec)
11
Pulsante Attivazione Pulsazione
12
Led Pulsazione Attiva
13
Encoder Regolazione Corrente e Funzioni
14
Led Slope Down (0,1 – 10 sec)
15
Display Digitale
16
Led Regolazione Pulse Base Current (10–90%)
17
Led Corrente di Saldatura
18
Led Frequenza di Pulsazione (0,4 – 300 Hz)
19
Led Regolazione Pulse Duty Cycle (10 – 90%)
20
Led Slope Up (0,1 – 10 sec)
21
Led Sovratemperatura
22
Led Sub Menu’
SUB MENU’
- V.R.D.
(ATTIVO SOLO IN
ELETTRODO
)
In Modalità stick Tenere premuto il pulsante
“SELECT MODE”
sul pannello frontale della
macchina per circa 3 secondi, rilasciare poi il
pulsante; il led di sub menù attivo (22) lampeggerà
e il display mostrerà la scritta ON o OFF variando
l’encoder 13. Tramite l’encoder 13 si puo’ inserire
(ON) o disinserire (OFF) la funzione VRD.
- HOT START
(ATTIVO SOLO IN
ELETTRODO
)
In Modalità stick Tenere premuto il pulsante
“SELECT MODE”
sul pannello frontale della
macchina per circa 3 secondi, rilasciare poi il
pulsante ed eseguire una pressione del pulsante
successiva; il led di sub menù attivo (22)
lampeggerà e il display mostrerà la scritta H.S.
Tramite l’encoder 13 si puo’ variare il valore di Hot
Start da 0 al 50% del valore di corrente impostato.
-
ARC FORCE
(ATTIVO SOLO IN
ELETTRODO
))))
In Modalità stick Tenere premuto il pulsante
“SELECT MODE”
sul pannello frontale della
macchina per circa 3 secondi, rilasciare poi il
pulsante ed eseguire due pressioni del pulsante
successive; il led di sub menù attivo (22)
lampeggerà e il display mostrerà la scritta A.F.
Tramite l’encoder 13 si puo’ variare il valore di Arc
Force da 0 al 50% del valore di corrente impostato.
- FUNZIONE 2T E 4T
(ATTIVO SOLO IN
TIG
))))
In modalità Tig tenere premuto il pulsante
“SELECT MODE”
sul pannello frontale della
macchina per circa 3 secondi, rilasciare poi il
pulsante; il led di sub menù attivo (22) lampeggerà
e il display mostrerà la scritta 2T o 4T variando
l’encoder 13. Tramite l’encoder 13 si può
selezionare la funzione 2T o 4T nelle modalità TIG
lift o TIG HF.
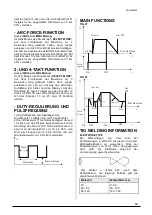
- REGOLAZIONE DUTY E
FREQUENZA PULSAZIONE
1) Selezionare modalità Pulsazione tramite il
pulsante
11,
il led
12
si accende.
2) Premere in sequenza il pulsante
11
il led
12
lampeggerà e sul display apparirà la scritta Dut,
Frd e IbP alternativamente. Tramite l’encoder
13
si
puo’ variare il valore di del duty dal 10 al 90%, la
frequenza da 0,4 a 300 Hz e la corrente di base
dal 10 al 90%.
12
13
1
2
3
4
5
6
7
8
9
10
11
15
16
17
18
19
14
20
21
22
Содержание TIG dp 181H
Страница 23: ...6918600000 23 WELDING TABLE STEEL...
Страница 24: ...6918600000 24 Info www stelgroup com tel 39 0444 639525...







































































