




























17. MMA mode indicator .
18. 2T trigger indicator.
19. 4T trigger indicator.
20. Trigger control mode button.*
21. TIG parameter setting indicator.*
22. Parameter select/adjust Knob.*
23. MMA arc force setting Indicator.*
24. MMA welding current setting Indicator.
25. MMA hot start setting Indicator.*
26. Water cooling mode indicator
27. Air cooling mode indicator
28. Water /air cooling selection button.*
29. Alarm indicator.*
30. Water cooling system error indicator.*
31. Digital display value current indicator.
* Denotes more detailed explanation of function to
follow.
6.1.2. Further Controls Explained
LH Multifunction Display (9)
Before welding this displays the setting selected or
being adjusted using the control knob (22). During
welding it displays welding current. The parameter
setting displayed is indicated by the LEDs beside the
display; Current (A), Time (S), Percentage (%) and Fre-
quency (Hz). If left inactive for several seconds, dis-
play will revert back to main welding current setting.
TIG HF/ Lift Ignition Modes (15, 16)
For TIG welding process, contact of the torch tung-
sten to the workpiece will cause contamination of
the tungsten and the workpiece that will adversely
affect the weld quality, especially when the tungsten
is electrically energised.
HF Ignition (High Frequency) sends a pulse of high
energy electricity through the torch system that is
capable of ‘jumping’ between the tungsten and the
workpiece, ensuring arc starting without any contact
between the tungsten and workpiece. The disadvan-
tage of HF ignition is that the high energy electrical
pulse creates significant electrical and radio signal in-
terference, which limits its use around sensitive elec-
tronic equipment such as computers.
Lift TIG Ignition is a compromise that minimises
tungsten contamination while eliminating the elec-
trical interference of HF start systems. Lift arc start-
ing works by lightly resting the tungsten on the work
piece, activating the torch trigger signal and then
lifting the tungsten off. The control circuit will sense
when the tungsten is removed from the work piece
and send a low powered pulse of electricity through
the tungsten that will cause the TIG arc to initiate. Be-
cause the tungsten is not ‘live’ when it is in contact
with the work, contamination is minimised.
6. MACHINE USE
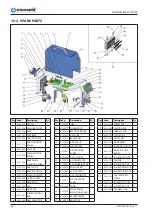
6.1. MACHINE LAYOUT DESCRIPTION
6.1.1. Layout for the front and rear panel
1. “--” Output terminal.
2. TIG torch gas connector.
3. TIG torch remote connection socket.*
4. “+” Output terminal.
5. Inlet gas connector.
6. Water cooler remote connection socket.
7. Input power cable.
8. Power switch
21
25
13
14
30
9
24 23
12
11 10
20
27
26
15
16
17
Spot
welding
29
Pulse
welding
on and
off
18
19
22
28
Control Panel
9. LH multifunction display.*
10. Digital display value frequency indicator.
11. Digital display value time indicator.
12. Digital display value percentage indicator.
13. RH voltage display.
14. Welding output mode button.
15. Hf TIG mode indicator.*
16. Lift TIG mode indicator.*
21
1.995.229 EN - Rev. 1.1
NOVATIG 403 DC PULSE







































































