























TSX1D200MTS V1 FEB13
- 20 -
MIG SetUp
Burn Back
Gas Test
Wire Test
Medium 1
OFF
OFF
Ok
Cancel
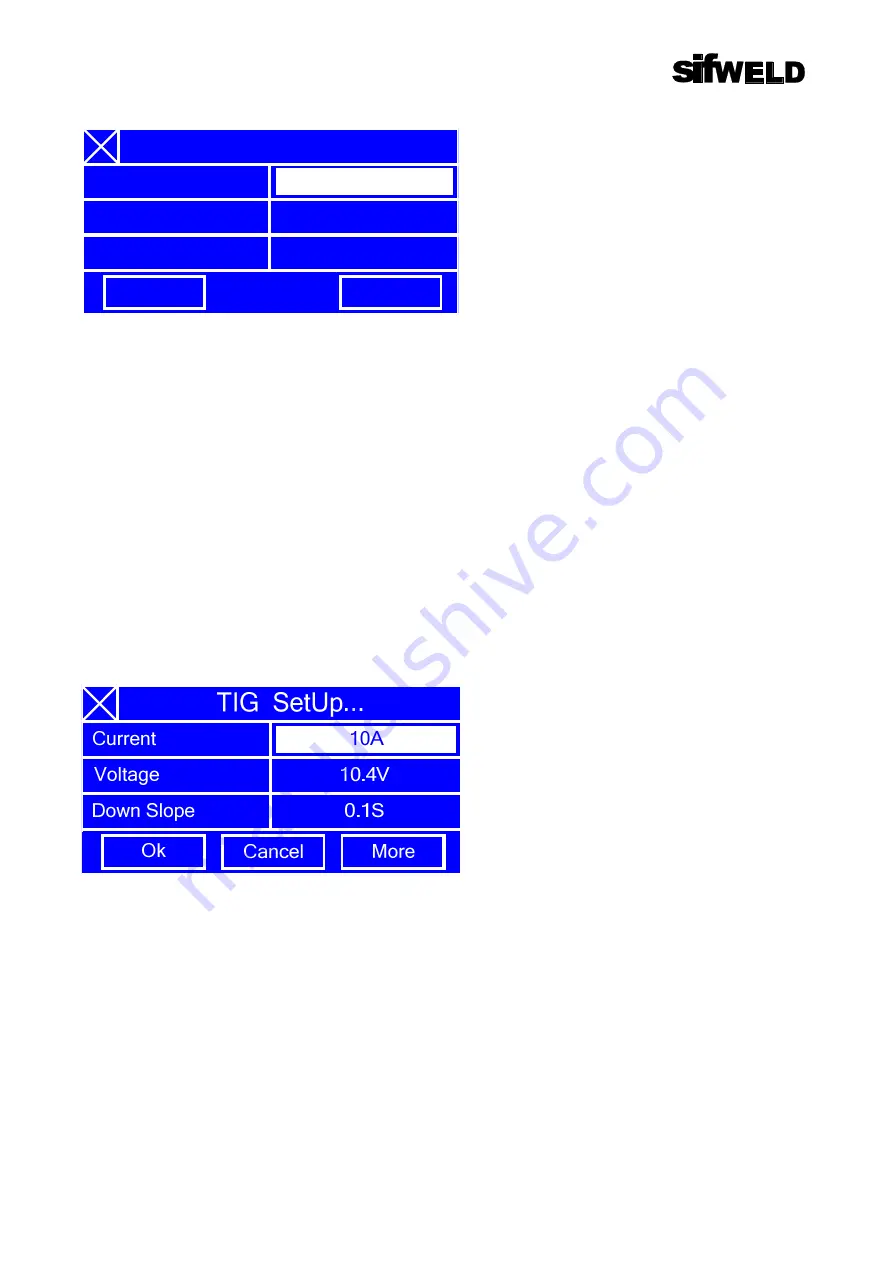
TIG Function Set Up
The settings parameters for TIG welding include:
1. Current
Upon adjustment of the welding current, the voltage will change, however you are unable to change the
voltage independently.
2. Welding Voltage
The voltage is unable to be changed independently.
3. Down Slope Time
4. Trigger
5. Pre Gas
In default situations, the pre-gas time and post-gas time should be 0.1 second and the max value 5 seconds.
6. Post Gas Time
In default situations, the pre-gas time and post-gas time should be 0.1 second and the max value 5 seconds.
Содержание MTS 200
Страница 1: ...MTS 200 User Manual SWMTS001 TSX1D200MTS ...
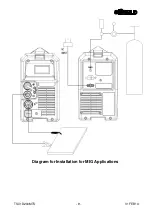
Страница 9: ...TSX1D200MTS V1 FEB13 9 Diagram for Installation for MIG Applications ...
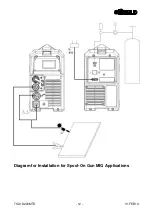
Страница 12: ...TSX1D200MTS V1 FEB13 12 Diagram for Installation for Spool On Gun MIG Applications ...
Страница 14: ...TSX1D200MTS V1 FEB13 14 Diagram for Installation for TIG Applications ...
Страница 16: ...TSX1D200MTS V1 FEB13 16 Diagram for Installation for MMA Applications ...
Страница 22: ...TSX1D200MTS V1 FEB13 22 4 Hot Start ...
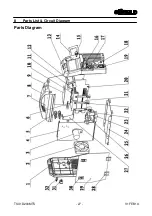
Страница 27: ...TSX1D200MTS V1 FEB13 27 8 Parts List Circuit Diagram Parts Diagram ...
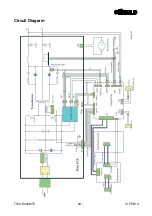
Страница 29: ...TSX1D200MTS V1 FEB13 29 Circuit Diagram ...







































































