


















3.
there’s movement in the bearings you need to replace the cutter shaft assembly. If there is no
movement it may be the other bearing next to the drive pulley—you will have to remove the drive
belt to be able to check it out. Another possibility is the way some of the ball bearing cages are
made inside the bearings—these ball cages have an assembly opening created at the bearing
factory. These bearings sometimes make a slight “ticking” sound. In this case the sound may not
be a problem.
4.
The machine’s cutter shaft lock is partially depressed and is rubbing against the drive pulley. Pull
up on the shaft lock knob and the sound should disappear.
Machine Won’t Start
There are several things that can cause this besides the obvious—plug in the machine and check the power line.
1.
If you are running 12 Volt D.C.—check the fuse and ALL the wiring and connections.
2.
Key cuttings in the motor’s capacitor. Unplug the machine, remove the capacitor’s rubber cover
and blow out the chips. Remember to wear safety glasses.
3.
Remove the machine’s access plate—check the wiring connections and switch. Repair or replace
as necessary.
4.
Cutter shaft lock is in the locked position.
Cutter Wheel Didn’t Seem to Last Long
Several things can cause this to happen.
1.
The cutter will last the longest if it only duplicates brass keys.
2.
Premium quality Nickel-Silver key blanks are abrasive to the cutter wheel and will dull the cutter
more rapidly than brass keys. Here’s what you can do to get the maximum life out of your cutter
wheel on these premium blanks.
a) Duplicate them a little slower. Racing through the job, especially in large rekeying jobs will put more wear
on the cutter wheel than going a little slower. The machine’s high-speed “stick-shift” feature, extremely
powerful motor and extra large diameter cutter are a real temptation to push the machine faster and faster.
b) You should charge a little bit more money for cutting premium key blanks and put that difference aside for
the purchase of a new cutter.
3.
You really cut more keys than you thought you did. Often we calculate how many months the
cutter lasted instead of how many keys you cut. If you really want to know how long your cutter
lasted—keep an accurate inventory of your key blanks—or put a simple mechanical counter on
your key machine and you’ll be surprised with results.
4.
You cut steel keys. You can cut them, but we don’t recommend it. No question about it—steel
keys are hard on cutters….period!
5.
You cut a beautiful brand new Automotive “Presentation” key that the customer brought in. You
cut the key and “toasted” the cutter.
What you cut was a Gold plated hardened steel key. They’re
out there—they were made by mistake sometime ago and they continue to surface from time to
time. Best thing to do is:
a).
Never cut a key that’s brought in by your customer. Cut only what you know and make sure it always
comes from YOUR inventory.
b).
Place a small magnet near your key machine. Test any key that’s suspicious—if it’s magnetic its not
brass or Nickel-Silver...period.
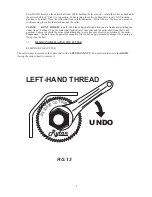
Cutter Wobbles
This situation may be caused by a key cutting on the face of the cuter shaft preventing the cutter wheel from seating
properly. Fix it by removing the cutter wheel and cleaning all the surfaces and reinstalling the cutter wheel. If the cutter
wheel still wobbles its time to replace the cutter shaft assembly with a new one. REMEMBER: Cutter wheel is secured
with a Left-Hand Nut. You must “tighten” to loosen.
17
























































