





























Section
III
Drive Reassembly
Refer to Parts Drawing Figure 19.
1.
GENERAL
a. Clean all parts to be reassembled and coat all tapered
roller bearing cups and pinion teeth with an SAE 20 (or
heavier) oil. DO NOT lubricate gear teeth prior to
assembly on shaft.
b. Heat all ball bearings and tapered roller bearing cones
in an oven to 275°F(135°C).
CAUTION:
Do not apply flame directly to bearings or
rest bearings directly on a heated surface.
c. Slide or press all ball bearings and bearing cones tight
against the shoulder.
CAUTION:
Do not apply force to the bearing rollers or
roller cage. Apply force against the inner race only.
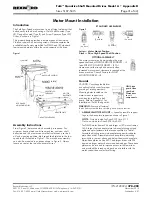
2.
ASSEMBLY OF TAPERED ROLLER BEARING CUPS
a.
SIZE 5107 THRU 5315
— Drive high speed bearing
cup, Ref. #1A2 or 3A2, intermediate speed bearing
cup Ref. 2A2, and low speed bearing cup 4A2
squarely into their respective bearing bores of output
housing Ref. #11, with a press or steel bar as shown
in Figure 20.
3.
HIGH SPEED SHAFT ASSEMBLY —
Ref. #1A or 3A
Assembly.
Seat heated bearings cones, Ref. #1A1, 1A2 or 3A1 &
3A2, firmly against shaft shoulder or retaining ring.
CAUTION:
Allow bearings to cool. Apply a coat of oil to
the cooled bearings to lubricate and avoid scoring of
working surfaces.
Rexnord Industries, LLC 3001 W. Canal St., Milwaukee, WI 53208-4200 USA
378-200
(PN-2128394)
Telephone: 414-342-3131 Fax: 414-937-4359
November 2010
e-mail: [email protected] web: www.rexnord.com
Supersedes 6-07
Owners Manual
•
Falk™ Quadrive Shaft Mounted Drives Model A
(Page 18 of 44)
Sizes 5107-5315
Figure 20
RETAINING
RING 5107
THRU 5215
J25 ONLY
PINION
1A2 BEARING
1A1 BEARING
SHAFT
EXTENSION
Figure 21







































































