























9
4
3
1
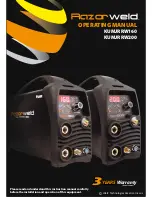
Indicates Action
Selector Pad
2
2.
Encoder Knob -
provides digital adjustment of welding parameters.
The Encoder Knob is used to set the value of
the parameters required. Turning the encoder
will adjust the value shown in the digital display
screen.
3.
Torch Switch Mode Selector -
Controls the on/off cycle of the machine using the torch switch while
incorporating the weld program parameters selections.
2T: Select the 2T icon using the selector pad.
2T uses 2 actions of the torch switch while
incorporating weld program parameter
selections.
(refer to page 11 for instruction of 2T function)
4T: Select the 4T icon using the selector pad.
4T uses 4 actions of the torch switch while
incorporating weld program parameter
selections. 4T provides operator control of the
Start and Finish periods of the weld sequence
(refer to page 12 for instruction of 4T function)
SPOT: Select the SPOT icon using the
selector pad.
Spot uses a single action of the torch switch
1) Pressing the torch switch gives arc igni-
tion and initializes the welding sequence for a
period of time set using the spot timer.
(refer to page 12 for instruction of SPOT
function)
DC Pulse Tig: Select by pushing
selector pad to cycle through to
illuminate the DC Pulse icon.
DC Tig: Select by pushing the
selector button to cycle through to
illuminate the DC icon.
MMA: Select by pushing the
selector button to cycle through to
illuminate the DC icon.
1.
Mode Selector -
Enables selection of required welding mode - MMA - DC TIG - DC PULSE TIG.
Front Panel Functions
Front Panel Operation - Weld Program Sequence Control
Содержание KUMJRRW160
Страница 35: ...NOTES ...







































































