
























PATON
PRO-series
DC
MMA/TIG/MIG/MAG
‐
8
‐
3.1
WELDING
CYCLE
–
MMA
See
paragraph
6.1
for
sequence
of
changing
the
value
of
any
function
3.2
HOT
START
FUNCTION
Advantages:
‐
improved
striking
even
when
using
electrodes
with
bad
striking
properties;
‐
better
penetration
of
base
material
during
striking
and,
consequently,
less
poor
penetrations;
‐
prevention
of
slag
inclusions;
‐
manual
adjustment;
allows
setting
the
function
level
to
minimum
value,
thus
significantly
reducing
power
consumption
in
the
initial
moment
of
striking.
This
allows
starting
the
source
at
values
of
mains
voltage
around
the
possible
minimum
value,
but
compromises
the
quality
of
the
striking
moment
(the
machine
becomes
similar
to
a
transformer
source,
but
in
some
cases
this
is
the
only
possible
method).
The
function
can
also
be
increased
to
maximum
value
for
even
better
quality
of
the
striking
moment
(if
the
machine
is
operated
from
good
power
mains).
However,
keep
in
mind
that
boosted
current
of
this
function
can
burn
through
the
work
piece
when
welding
thin
metal
pieces,
so
it
is
recommended
to
reduce
the
Hot
Start
value
in
such
a
case.
The
result
is
achieved
by
the
following
means:
In
the
moment
of
arc
striking,
arc
current
increases
by
the
default
value
of
+40%
for
a
short
time.
Example:
welding
with
a
Ф
3
mm
electrode,
set
base
value
of
arc
current
is
90
A.
Result:
hot
start
current
is
90
A
+
40%
=
126
A.
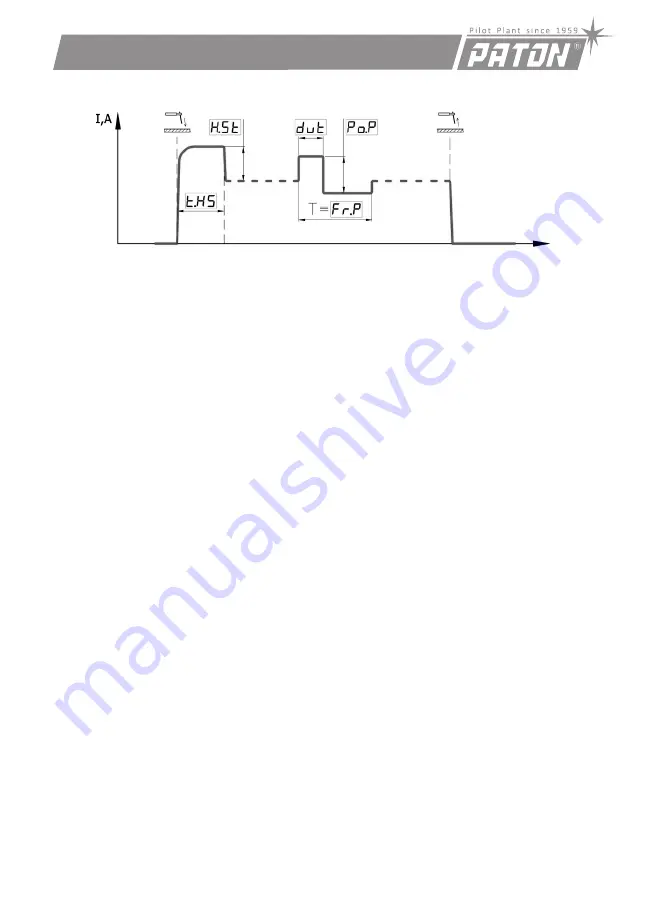
In
the
additional
settings,
you
can
change
both
Hot
Start
magnitude
[H.St]
and
Hot
Start
time
[t.HS].
Do
not
set
Hot
Start
magnitude
and
time
to
unnecessarily
high
values,
since
large
limit
values
required
for
very
strong
power
supply
mains,
and
if
good
mains
is
not
available,
striking
process
can
even
abort.
See
paragraph
6.1
for
sequence
of
changing
the
value
of
any
function
in
the
current
welding
mode.
t,s
Содержание PRO-160
Страница 1: ......