



























www.parweld.com
2. Move the torch with a continuous movement,
using a push, not pull, motion. This will guarantee the
gaseous shield of the arc.
3. Avoid welding in high winds. If the wind is too strong
it could carry the gas away from the welding pool,
creating a porous (weak) weld.
4. Keep the wire clean: never use rusty wire.
5. Make sure the torch cable is free of dents or coils,
which could compromise the correct movement of the
wire.
6. When changing the wire spool, always clean the
wire feed tube with compressed air
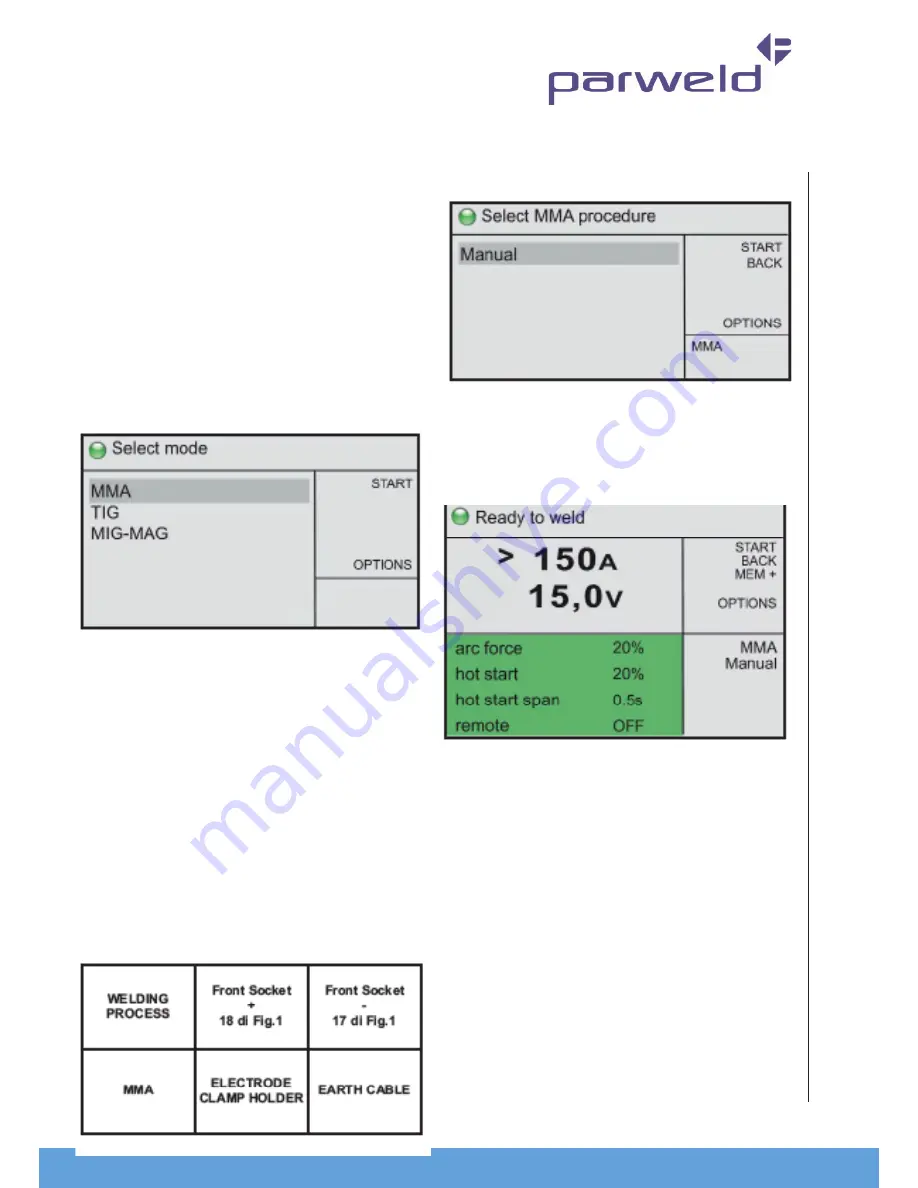
9. MMA WELDING
To select this welding mode, use
switch 10, select MMA and press confirm.
Electric arc welding with a covered MMA (Metal
Manual Arc) electrode or SMAW (Shielded Metal Arc
Welding) is a manual welding procedure that takes
advantage of the heat generated by the electric arc,
which strikes between a covered earthed electrode
and the workpiece. This procedure allows for the
creation of joints in any position, in the workshop,
outdoors, in confined areas or places that are difficult
to access.
With the DP403SW and DP503SW it is possible to
weld any type of electrode and diameter. The spark
of the arc occurs by placing the electrode close to the
workpiece.
The correct connection of the electrode clamp holder
and the earth cable can be seen in the table below:
Always make sure that the earth and the electrode
clamp holder are kept far apart.
9.1 MMA WELDING Manual
This mode can be
accessed using switch 10. Selecting this option will
take you to the welding screen:
Switch 9 in fig. 1 adjusts the welding current (very thick
workpieces require a higher current).
Furthermore, switch 10 adjusts the parameters shown
in the figure below:
Arc Force: This sets the current increase ratio in
relation to the welding current, that the welder can
force, in order to keep the arc appropriately ignited in
any position.
Hot Start: This sets the current increase ratio in
relation to the welding current, that the welder can
force when the arc is ignited, to improve the quality of
the same.
Hot start span: This sets the time period when the jot
start current is forced.
Remote: This switches the remote control (which
connects to socket 13 of fig.1) of the current intensity
ON or OFF.
16
Содержание DP323C
Страница 1: ...ISSUE 2 User Manual DP323C...
Страница 3: ...CONTENTS 2...
Страница 4: ...www parweld com 3...
Страница 5: ...www parweld com 4...
Страница 6: ...www parweld com 5...
Страница 9: ...www parweld com 8 3 LOADING THE WELDING WIRE To load the welding wire follow these instructions...
Страница 24: ...www parweld com 23...
Страница 26: ...www parweld com 25...
Страница 27: ...www parweld com 26 Spare Parts 26...