














Before operating this product, please read the instructions carefully and save this manual for future use.
First of all, please read “Safety precautions” or “Safety manual.”
2011
Operating Instructions
Model No.
YC-300BP2YAF
Fully digital controlled power source
OMCTT5639E09
Inverter TIG welding power source
Содержание YC-300BP2YAF
Страница 10: ...Rated Specifications OMCTT5639E09 10 2 2 1 Dimensions ...
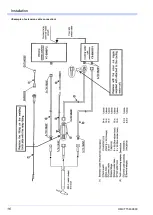
Страница 16: ...Installation OMCTT5639E09 16 Example of extension cable connection ...
Страница 49: ...Parts list OMCTT5639E09 49 9 Parts list ...
Страница 52: ...OMCTT5639E09 52 ...
Страница 53: ...Circuit diagram OMCTT5639E09 53 10 Circuit diagram NF9 NF8 ...
Страница 54: ...Circuit diagram OMCTT5639E09 54 10 1 Enlarged left half NF8 MCB ...
Страница 55: ...Circuit diagram OMCTT5639E09 55 10 2 Enlarged right half NF9 ...
Страница 62: ...OMCTT5639E09 62 ...
Страница 63: ...OMCTT5639E09 63 ...







































































