





























No. SX-DSV02310 - 142 -
R2.0 Motor
Business
Division,
Appliances Company, Panasonic Corporation
7-5-10. Precautions for profile position control operation
•
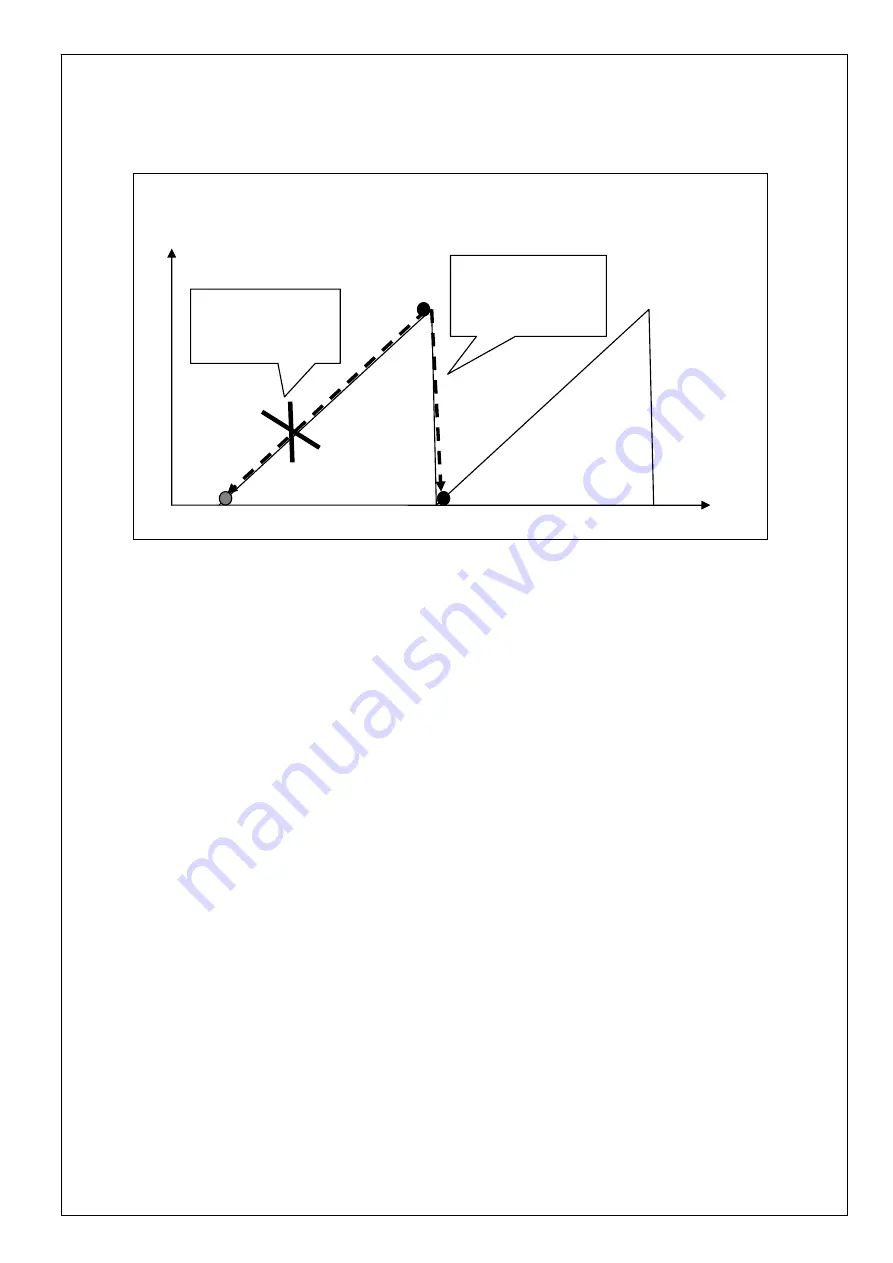
When relative displacement exceeds 7FFFFFFFh (command unit), wraparound process is used.
<Example of wraparound process: As TPOS changes from 7FFFFFFFh to 80000000h>
•
When the latch trigger signal is applied from external source, it should be detected at the lowest possible speed. If it is
detected at a higher speed, with very low electronic gear ratio (e.g. 1/1000), wraparound of detection position will
occur upon reverse conversion to command unit (latch position is not exactly detected).
•
When the target speed (TSPD) is set outside the range, it causes command error (0032h).
Maximum target speed will be the maximum overspeed level or 7FFFFFFFh (command unit/s), whichever small.
Note: Maximum overspeed level includes errors caused by rounding in calculating process and by electronic gear.
•
During acceleration, deceleration will be started if continuous acceleration may cause movement beyond the target
position. As a result, the speed may not reach the target speed (TSPD).
•
When deceleration is made to the target speed which is slower than the current internal command speed, and even if
the resulting speed difference is smaller than the difference between decelerations, deceleration is made according to
the new decoration rate and then acceleration will made to attain the target speed. If this process causes problem, take
corrective measure, e.g. decrease Pr.8.04 (profile linear deceleration constant).
7FFFFFFFh
80000000h
Relative movement by 1
(command unit) in positive
direction (wraparound
process)
No relative movement by
4294967295 (command
unit) in negative direction
Physical position
80000000h
Servo internal arithmetic
command position (command unit)





















































