





























Page 2-10
2-3
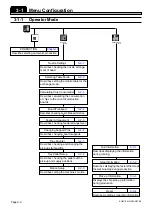
Main Menu
NOTICE
On this machine, you are free to change the menu configuration of the operator
mode. (
3-5-6 Customizing Operator Mode
Screen of Operator Mode
1
This icon indicates operator mode.
2
Inspection period display area
When an inspection period is approaching (to 90
% of its cycle), the message is displayed in
green. When the inspection period has passed, it
is displayed in yellow.
∗
When the message is displayed, inspect this
machine referring to the maintenance manual.
3
Icon switches
Pressing each icon displays its menu screen.
Screen of Engineer Mode
4
This icon indicates engineer mode.
5
Pressing this will switch to the dis-
play of the main menu of operator
mode.
1
2
3
4
5
2
3
4H4C-E-OMA02-A01-02
Содержание CM301
Страница 2: ......
Страница 6: ...Page 4 4H4C E OMA00 B01 00 MEMO ...
Страница 19: ...Page 17 SAFETY PRECAUTIONS Be sure to observe 4H4C E OMA00 A03 02 WARNING ...
Страница 64: ...Page 1 20 MEMO 4H4C E OMA01 A01 01 ...
Страница 78: ...Page 2 14 MEMO 4H4C E OMA02 A01 01 ...
Страница 122: ...Page 4 14 MEMO 4H4C E OMA04 A01 01 ...







































































