







Hand Crimp Tool for Ditto Wing Genderless Interconnects Terminals
Doc No: ATS-638278600
Release Date: 09-29-15
UNCONTROLLED COPY
Page 3 of 8
Revision: B
Revision Date: 08-20-19
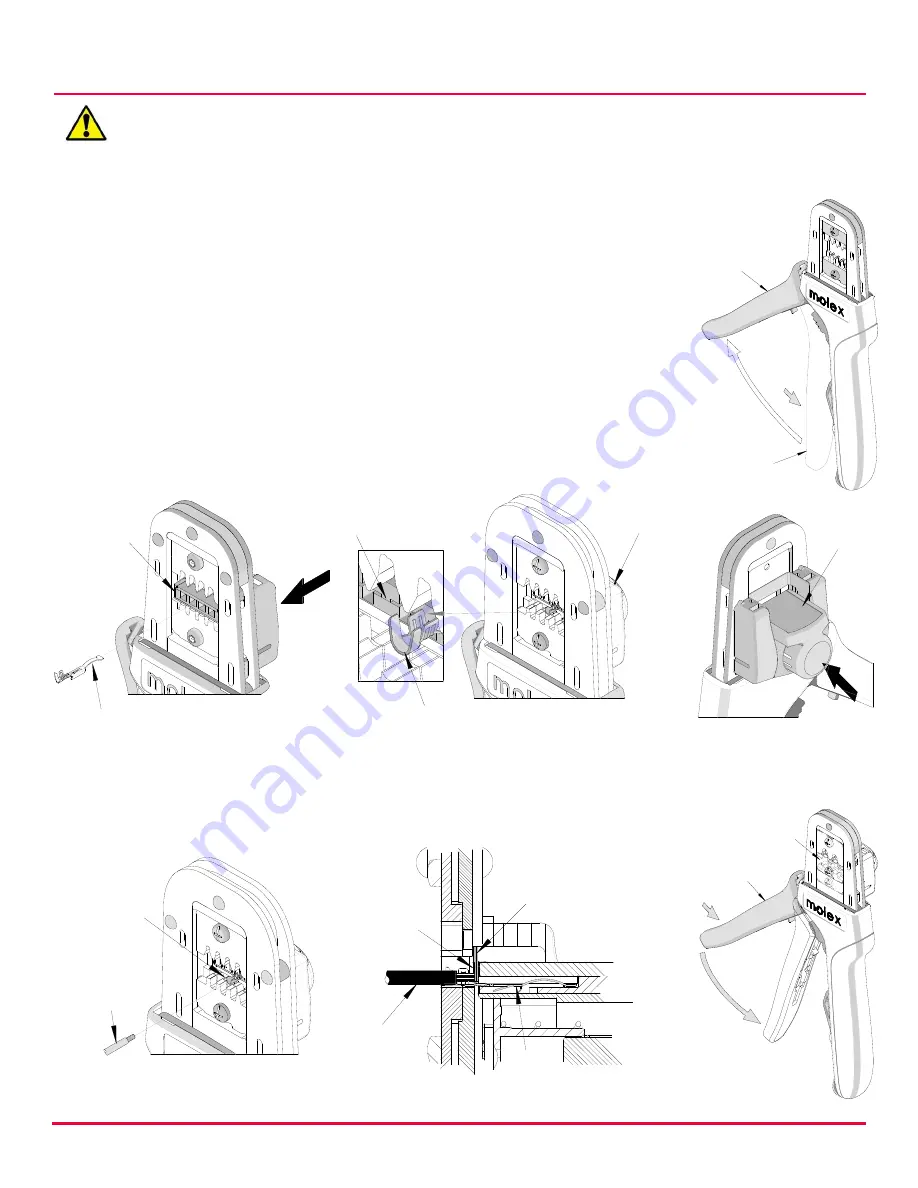
Figure 5
TERMINAL
WIRE AGAINST
THE WIRE STOP
WIRE
WIRE STOP IS PART
OF THE LOCATOR
PRE-STRIPPED
WIRE
TERMINAL
RELEASE
LOCATOR BUTTON
TERMINAL
Figure 3
LOCATOR
PUSHED
THROUGH
TOOLING
TERMINAL
LOCATOR
BUTTON
PUSHED IN
LOCATOR
OPERATION
CAUTION:
Crimp only the Molex terminals listed in the scope for this tool. Do not crimp
hardened objects as damage can occur to the tool frame or crimp dies.
Open the tool by squeezing the handles together. At the end of the closing stroke, the ratchet
mechanism will release the handles and the hand tool will spring open. See Figure 1.
Crimping Terminals
1.
Select the desired terminal listed from the preceding charts and
install it in the proper locator (See chart above and see Locator
Replacement on page 4).
2.
Make sure the center of the locator is in the down position. With the
locator attached, push the locator button on the back of the hand
tool to bring the locator forward through the tooling. See Figure 2.
3.
While holding in the locator button, load the terminal into the proper
nest opening in the locator, based on the wire gauge or terminal
type markings on the hand tooling. See Figure 3.
4.
Release the locator button, allowing the locator to return to the
crimping position.
5.
Close the tool handle until the first ratchet position engages. See Figure 4.
6.
Insert the properly stripped wire through the terminal and
against the wire stop. See Figure 5.
PARTIALLY
CLOSE HANDLE
TOOLING
PARTIALLY
CLOSED
Figure 4
FIRST RATCHET
POSITION
OPEN
POSITION
SQUEEZE
HANDLES
TOGETHER
HANDLE WILL
SPRING OPEN
Figure 1
LOCATOR
IN DOWN
POSTION
PUSH ON THE
LOCATOR BUTTON
Figure 2







































































