













Содержание QUICK LOAD SERVO S3 T BARFEED
Страница 2: ...GENERAL SERVICE MANUAL QL Servo S3 T ...
Страница 6: ...GENERAL SERVICE MANUAL QL Servo S3 T ...
Страница 42: ...MECHANICAL EQUIPMENT SERVICE MANUAL QL Servo S3 T ...
Страница 46: ...PNEUMATIC EQUIPMENT SERVICE MANUAL QL Servo S3 T ...
Страница 64: ...ELECTRICAL EQUIPMENT SERVICE MANUAL QL Servo S3 T ...
Страница 96: ...TECHNICAL CHARACTERISTICS SERVICE MANUAL QL Servo S3 T ...
Страница 98: ...DISPOSAL SERVICE MANUAL QL Servo S3 T ...
Страница 103: ...TROUBLESHOOTING SERVICE MANUAL QL Servo S3 T SEQUENCE DIAGRAM ...
Страница 104: ...TROUBLESHOOTING SERVICE MANUAL QL Servo S3 T SEQUENCE LISTING ...
Страница 105: ...TROUBLESHOOTING SERVICE MANUAL QL Servo S3 T ...
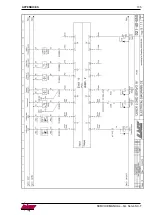
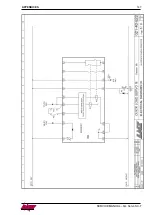
Страница 122: ...APPENDICES 121 SERVICE MANUAL QL Servo S3 T WIRING DIAGRAM 021 40 620F CE MRJ 4 ...
Страница 123: ...122 APPENDICES SERVICE MANUAL QL Servo S3 T ...
Страница 124: ...APPENDICES 123 SERVICE MANUAL QL Servo S3 T ...
Страница 125: ...124 APPENDICES SERVICE MANUAL QL Servo S3 T ...
Страница 126: ...APPENDICES 125 SERVICE MANUAL QL Servo S3 T ...
Страница 127: ...126 APPENDICES SERVICE MANUAL QL Servo S3 T ...
Страница 128: ...APPENDICES 127 SERVICE MANUAL QL Servo S3 T ...
Страница 129: ...128 APPENDICES SERVICE MANUAL QL Servo S3 T ...
Страница 130: ...APPENDICES 129 SERVICE MANUAL QL Servo S3 T ...
Страница 131: ...130 APPENDICES SERVICE MANUAL QL Servo S3 T ...
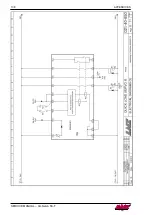
Страница 132: ...APPENDICES 131 SERVICE MANUAL QL Servo S3 T WIRING DIAGRAM 021 40 650F CE DCS MRJ4 ...
Страница 133: ...132 APPENDICES SERVICE MANUAL QL Servo S3 T ...
Страница 134: ...APPENDICES 133 SERVICE MANUAL QL Servo S3 T ...
Страница 135: ...134 APPENDICES SERVICE MANUAL QL Servo S3 T ...
Страница 136: ...APPENDICES 135 SERVICE MANUAL QL Servo S3 T ...
Страница 137: ...136 APPENDICES SERVICE MANUAL QL Servo S3 T ...
Страница 138: ...APPENDICES 137 SERVICE MANUAL QL Servo S3 T ...
Страница 139: ...138 APPENDICES SERVICE MANUAL QL Servo S3 T ...
Страница 140: ...APPENDICES 139 SERVICE MANUAL QL Servo S3 T ...
Страница 141: ...140 APPENDICES SERVICE MANUAL QL Servo S3 T ...
Страница 142: ...APPENDICES 141 SERVICE MANUAL QL Servo S3 T ...
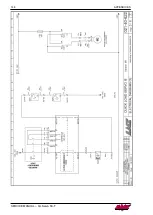
Страница 143: ...142 APPENDICES SERVICE MANUAL QL Servo S3 T WIRING DIAGRAM 021 40 622C CE MRJ4 QLSIII MI ...
Страница 144: ...APPENDICES 143 SERVICE MANUAL QL Servo S3 T ...
Страница 145: ...144 APPENDICES SERVICE MANUAL QL Servo S3 T ...
Страница 146: ...APPENDICES 145 SERVICE MANUAL QL Servo S3 T ...
Страница 147: ...146 APPENDICES SERVICE MANUAL QL Servo S3 T ...
Страница 148: ...APPENDICES 147 SERVICE MANUAL QL Servo S3 T ...
Страница 149: ...148 APPENDICES SERVICE MANUAL QL Servo S3 T ...
Страница 150: ...APPENDICES 149 SERVICE MANUAL QL Servo S3 T ...
Страница 151: ...150 APPENDICES SERVICE MANUAL QL Servo S3 T PNEUMATIC DIAGRAM ...