

























DESCONECTADO DE LA MÁQUINA.
Fig. L
(2)
(3)
Spool gun
Sólo para versión trifásica:
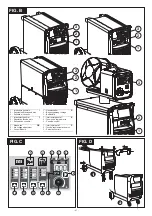
Fig. H1, M
NOTA:
6.1 SOLDADURA CON SOPLETE MIG
Fig.B, C
Importante:
6.2 SOLDADURA CON SPOOL GUN
Fig. B, C
Importante:
¡ATENCIÓN! ANTES DE EFECTUAR LAS OPERACIONES DE
MANTENIMIENTO, ASEGURARSE DE QUE LA SOLDADORA ESTÉ APAGADA Y
DESCONECTADA DE LA RED DE ALIMENTACIÓN.
7.1 MANTENIMIENTO ORDINARIO:
LAS OPERACIONES DE MANTENIMIENTO ORDINARIO PUEDEN SER
EFECTUADAS POR EL OPERADOR.
7.1.1 Soplete
7.1.2 Alimentador de hilo
7.2 MANTENIMIENTO EXTRAORDINARIO:
LAS OPERACIONES DE MANTENIMIENTO EXTRAORDINARIO DEBEN SER
EFECTUADAS EXCLUSIVAMENTE POR PERSONAL EXPERTO O
CUALIFICADO EN EL ÁMBITO ELÉCTRICO-MECÁNICO.
¡ATENCIÓN! ANTES DE QUITAR LOS PANELES DE LA SOLDADORA Y
ACCEDER A SU INTERIOR ASEGURARSE DE QUE LA SOLDADORA ESTÉ
APAGADAY DESCONECTADA DE LA RED DE ALIMENTACIÓN.
Los controles que se puedan realizar bajo tensión en el interior de la soldadora
pueden causar una descarga eléctrica grave originada por el contacto directo
con partes en tensión y/o lesiones debidas al contacto directo con órganos en
movimiento.
__________________________________________________________________
COMPROBAR QUE LOS RODILLOS REMOLCA-HILO, LA VAINA GUÍA- HILO Y EL
TUBO DE CONTACTO DEL SPOOL GUN CORRESPONDAN AL DIÁMETRO Y A LA
NATURALEZA DEL HILO QUE SE QUIERE UTILIZAR Y QUE ESTÉN
CORRECTAMENTE MONTADOS. DURANTE LAS FASES DE PASADA DEL HILO
NO PONERSE GUANTES DE PROTECCIÓN.
- Liberar el cabo del hilo, cortar el extremo deformado con un corte limpio y sin
rebaba; girar la bobina en sentido antihorario y pasar el cabo del hilo en el
alimentador de hilo de entrada empujándolo unos 50-100 mm en el interior de la
lanza
.
- Volver a colocar el contrarrodillo regulando la presión en un valor intermedio y
comprobar que el hilo esté correctamente colocado en la ranura del rodillo inferior
.
- Frenar ligeramente el carrete con el relativo tornillo de regulación.
- Con el
Conectado, encender la soldadora y pulsar el pulsador del spool
gun y esperar que el cabo del hilo recorriendo toda la vaina guía-hilo salga unos 10-
15 cm de la parte anterior del soplete, entonces soltar el pulsador del soplete.
- Introducir la toma de masa en la toma (-) rápida deseada en base al material a
soldar
- toma rápida (-) con reactancia max
para material aluminio y aleaciones
derivadas (Al), aleaciones de cobre (CuAl/CuSi).
- toma rápida (-) con reactancia min
acero inoxidable (SS), acero al carbono y
bajo en aleación (Fe).
- Conectar el cable de retorno a la pieza a soldar.
- Abrir y regular el flujo de gas de protección con el reductor de presión (5-7 l/min)
Recuerde al final de trabajo cerrar el gas de protección.
- Encender la soldadora.
- Seleccionar el tipo de material, el tipo de gas, y el diámetro del hilo apretando
respectivamente los pulsadores
.
- Programar la corriente de soldadura con el conmutador giratorio y el desviador (si
está presente) (Fig.N).
- En el display aparece la corriente de soldadura relativa a la programación que se
acaba de hacer. Apretando el pulsador
se puede ver la velocidad
correspondiente del hilo predefinida en fábrica (led
DEFAULT encendido).
NOTA: se puede variar la velocidad del hilo dentro de un intervalo prefijado,
garantizando buenos resultados de la soldadura. Dicho intervalo está señalado por
el led
DEFAULT encendido; a la salida de dicha condición de DEFAULT se
apagará el led.
- Seleccionar la modalidad de soldadura apretando el pulsador
.
- Pulsar el pulsador soplete para comenzar la soldadura.
NOTA: durante la soldadura el display indica el valor efectivo de la corriente.
- Usando el mando
se puede modificar la velocidad del hilo, mostrando
instantáneamente en el display el valor relativo; la lectura de la corriente vuelve a
aparecer apenas se ha acabado dicha regulación.
- En condiciones críticas de soldadura, el led relativo al diámetro del hilo parpadea.
la soldadora memoriza, para cada posición del conmutador, todos los
parámetros (material, gas, diámetro del hilo, velocidad del hilo) de la última soldadura
efectuada.
- Encender la soldadora.
- Seleccionar el tipo de material, el tipo de gas, y el diámetro del hilo apretando
respectivamente los pulsadores
.
- Programar la corriente de soldadura con el conmutador giratorio y el desviador (si
está presente) (Fig.N).
- En el display aparece la corriente de soldadura relativa a la programación que se
acaba de hacer. Apretando el pulsador
se puede ver la velocidad
correspondiente del hilo predefinida en fábrica (led
DEFAULT encendido).
NOTA: se puede variar la velocidad del hilo dentro de un intervalo prefijado,
garantizando buenos resultados de la soldadura. Dicho intervalo está señalado por
el led
DEFAULT encendido; a la salida de dicha condición de DEFAULT se
apagará el led.
- Seleccionar la modalidad de soldadura apretando el pulsador
.
- Pulsar el pulsador soplete para comenzar la soldadura.
NOTA: durante la soldadura el display indica el valor efectivo de la corriente.
- Usando el potenciómetro del spool gun se puede modificar la velocidad del hilo,
mostrando instantáneamente en el display el valor relativo; la lectura de la corriente
vuelve a aparecer apenas se ha acabado dicha regulación.
- En condiciones críticas de soldadura, el led relativo al diámetro del hilo parpadea.
la soldadora memoriza, para cada posición del conmutador, todos los
parámetros (material, gas, diámetro del hilo, velocidad del hilo) de la última soldadura
efectuada.
Los valores por DEFECTO de los parámetros accesorios de soldadura (rampa de
subida, burn-back, tiempo de pre-gas) son prefijados por el fabricante; para
personalizar cada parámetro seguir los siguientes pasos:
- Apretar el pulsador
durante al menos 3 segundos hasta que aparezca en el
display el mensaje “nor”.
- Apretar el pulsador
hasta que se encienda el led (
o
o
) correspondiente
al parámetro accesorio a programar.
- Girar el mando
para modificar el valor del parámetro elegido.
Rampa de subida de la velocidad de hilo:
Intervalo de regulación nor, r_1, ..., r_9 (nor = partida sin rampa, r_1 = partida muy
rápida, r_9 = partida muy lenta).
Tiempo de burn-back:
Intervalo de regulación 0-1 seg.
Tiempo de pre-gas:
Intervalo de regulación 0-3 seg.
- Para restablecer el valor por defecto de fábrica pulsar al mismo tiempo los
pulsadores
y
durante 3 segundos.
- Para memorizar el valor definido y salir de la modalidad de programación volver a
pulsar el pulsador
durante al menos 3 segundos.
Pulsando al mismo tiempo los pulsadores
y
(no en modalidad programación) se
vuelven a poner en el valor por defecto todos los parámetros de soldadura.
- Evitar apoyar el soplete y su cable en piezas a alta temperatura; esto causaría la
fusión de los materiales aislantes dejándolo rápidamente fuera de servicio;
- Comprobar periódicamente la estanqueidad de las tuberías y racores de gas;
- Cada vez que se sustituya la bobina de hilo soplar con aire comprimido seco (máx. 5
bar) en la vaina del alimentador de hilo, comprobando su integridad.
- Controlar al menos una vez al día si las partes terminales del soplete están
gastadas y correctamente montadas: boquilla, tubo de contacto, difusor de gas.
- Comprobar de manera frecuente el estado de desgaste de los rodillos del
alimentador de hilo, quitar periódicamente el polvo metálico que se deposita en la
zona de remolque (rodillos y alimentador de hilo de entrada y salida).
__________________________________________________________________
__________________________________________________________________
- Periódicamente y en cualquier caso con una cierta frecuencia en función de la
utilización y del nivel de polvo del ambiente, revisar el interior de la soldadora y
quitar el polvo depositado en el transformador, reactancia y rectificador mediante
un chorro de aire comprimido seco (máx. 10 bar)
- Evitar dirigir el chorro de aire comprimido a las tarjetas electrónicas; si es necesario
limpiarlas, usar un cepillo muy suave y disolventes apropiados.
- Aprovechar la ocasión para comprobar que las conexiones eléctricas estén bien
ajustadas y que los cableados no presenten daños en el aislamiento.
- Al final de estas operaciones volver a montar los paneles de la soldadora ajustando
a fondo los tornillos de fijación.
- Evitar absolutamente efectuar operaciones de soldadura con la soldadora abierta.
6. SOLDADURA: DESCRIPCIÓN DEL PROCEDIMIENTO
7. MANTENIMIENTO
- Quitar la tapa destornillando el tornillo relativo
- Colocar la bobina del hilo en el carrete.
- Liberar el contrarrodillo de presión y alejarlo del rodillo inferior
.
-
Fijar la función punteado apretando el pulsador
.
-
Pulsar el pulsador
hasta que se encienda el led
. Con el mando
fijar la
duración del punteado.
-
Pulsar el pulsador del soplete o del spool gun y comenzar la soldadura. Esta se
interrumpirá automáticamente después del tiempo fijado precedentemente.
-
Ver además
para indicaciones relativas al procedimiento.
El led
de señalación protección termostática se enciende si se produce un
sobrecalentamiento (además, en el display aparece el mensaje
)
interrumpiendo el suministro de potencia; el restablecimiento se efectúa
automáticamente después de algunos minutos de enfriamiento.
(1)
(2)
6.3 FUNCIÓN PUNTEADO
Fig. C
Fig. O
6.4 PROTECCIÓN SOBRECARGA
Fig. C
ALL thr
6.5 PROGRAMACIÓN PARÁMETROS DE SOLDADURA
Fig. C
6.6 RESTABLECIMIENTO DE TODOS LOS PARÁMETROS POR DEFECTO
Fig. C
, ,
, ,
- 21 -
Содержание PRO MIG 180
Страница 28: ...FIG E FIG F 28...
Страница 29: ...29...





















































