





























Routers: How to Isolate and Calibrate a Specific Router
KVAL Operation Manual
3-21
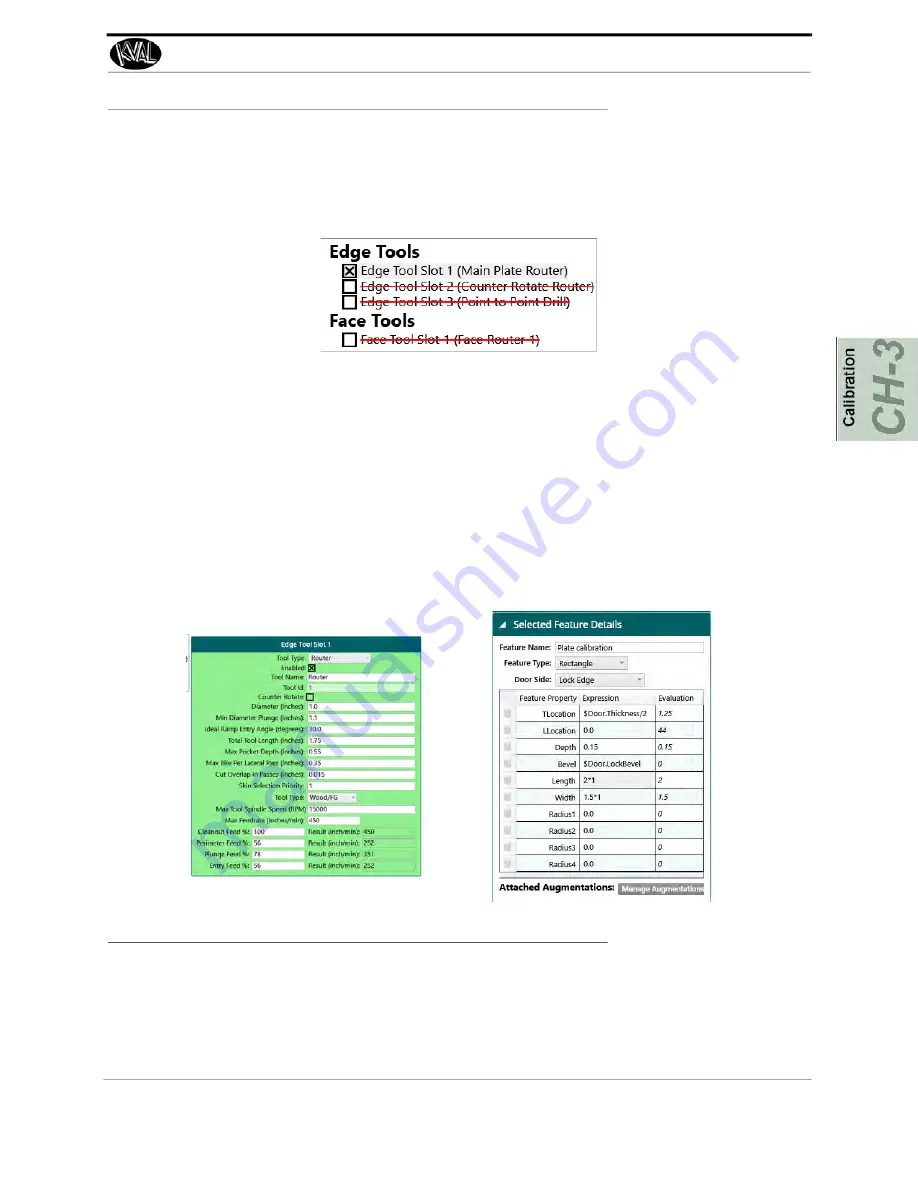
Routers: How to Isolate and Calibrate a Specific Router
Sometimes to obtain a good calibration, it may be necessary to isolate and verify a specific router.
1.
Use the
Tool Config
page to disable all tools except the router to be verified.
2.
Create a
Door Job
that has a rectangle with
Width
= 1.5 * (Nominal Tool Diameter).
•
For Example:
If it is a 1.0 inch diameter router then set the Width = 1.5 * 1.0 =1.5
3.
Set the
Length
large enough for the tool to fit in the Cut
•
For Example:
If it is a 1.0 inch diameter router then set the Width = 2.0*1.0 = 1.0
4.
Set the depth deep enough to measure.
•
For Example:
0.15 inches).
FIGURE 3-5.
Feature Details and Tool Configuration
Содержание MLX
Страница 29: ...How to Download the Service Application 1 19 KVAL MLX Operation Service Manual Page Intentionally Left Blank ...
Страница 59: ...About the Tool Config Tabs 2 29 KVAL MLX Operation Service Manual ...
Страница 64: ...Description of the Light Tower KVAL MLX Operation Service Manual 2 34 ...
Страница 79: ...Step 2 Calibrate the Carriage Axis KVAL Operation Manual 3 15 FIGURE 3 3 Face Cut X Y Z X Y Z Y ...
Страница 90: ...System IT Administration KVAL MLX Operation Service Manual 4 4 ...
Страница 117: ...Collet Torque Values 5 27 KVAL MLX Operation Service Manual ...
Страница 118: ...Collet Torque Values KVAL MLX Operation Service Manual 5 28 ...
Страница 141: ......
Страница 142: ......
Страница 143: ......