





























About a Typical Contactor Control
6-5
KVAL MLX Operation/Service Manual
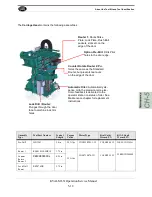
FIGURE 6- 9.
Contactor Bank
About Contactor Troubleshooting
The Thermal Overload Circuit opens the motor circuit when current draw causes the motor to run
too hot. The overload limits are set at the factory, do not adjust the limits.
The overloads are normally in series, therefore if one trips, all on that circuit stop working.
1.
Open the Main Electrical Cabinet to find the Contactor /Thermal Overload Assem
-
bly
2.
Press each ‘Green” Reset button on the Thermal Overload. An audible click will be
heard on the tripped circuit. (Take note of tripped circuit.)
3.
Once the overloads are reset, verify LED’s are on.
4.
Rerun the machine and verify that motor runs without tripping the circuit.
5.
If the same overload keeps tripping, verify condition.
6.
Follow circuit path using the E-Drawing as a reference.
a.Common issues: Check for bad wire, bad motor, or if load is too great for cur
-
rent draw.
Contactor
Thermal
Overload
Содержание MLX
Страница 29: ...How to Download the Service Application 1 19 KVAL MLX Operation Service Manual Page Intentionally Left Blank ...
Страница 59: ...About the Tool Config Tabs 2 29 KVAL MLX Operation Service Manual ...
Страница 64: ...Description of the Light Tower KVAL MLX Operation Service Manual 2 34 ...
Страница 79: ...Step 2 Calibrate the Carriage Axis KVAL Operation Manual 3 15 FIGURE 3 3 Face Cut X Y Z X Y Z Y ...
Страница 90: ...System IT Administration KVAL MLX Operation Service Manual 4 4 ...
Страница 117: ...Collet Torque Values 5 27 KVAL MLX Operation Service Manual ...
Страница 118: ...Collet Torque Values KVAL MLX Operation Service Manual 5 28 ...
Страница 141: ......
Страница 142: ......
Страница 143: ......





















































