





























MDX [en-US]
32
Mount the bearing housing adjustment nut with adjusting screw onto the bottom of the housing. When placing the
bearing assembly onto the pedestal, ensure that the slotted tab on the pedestal fits into the slot of the adjusting screw.
The pedestal and bearing housing saddles should be clean, dry, and free from oil or grease. If corrosion of the saddles
is a problem, apply a thin film of preservative. Special care must then be taken in the axial adjustment procedure to
ensure that no movement may occur.
The bearing housing hold down bolts should now be installed, but should remain slightly loose until the axial adjustment
of the bearing housing is complete.
The assembly design locates the bearing assembly in machined ways and uses hex head cap screws to clamp the
housing down against the pedestal surface. An adjusting bolt is used to set the impeller nose clearance. This bolt
should not be considered as part of the locking mechanism.
All mating surfaces must be clean and dry. This means removing any paint, dirt, rust or lubricants from both the housing
and the pedestal to provide solid metal to metal contact.
Use a heavy hex nut that meets or exceeds the requirements of ASTM A194-2H. When properly torqued, these
fasteners will provide the clamping force required to hold the housing in place. Never replace any fastener with one of
a lesser grade.
Never replace any fastener with one of a lesser grade.
Fastener preparation and proper torque are most important. Clean the bolt and nut, and check the threads. Replace
any parts that show signs of damage, wear or galling.
Thread lubrication is crucial for obtaining the correct torque, and there are different values for various lubricants. GIW
recommends coating the threads with either copper or nickel based anti-seize. This provides thread lubrication for
correct clamp load at a lower applied torque and assists in routine fastener removal for future maintenance. If an
alternate lubricant such as heavy oil is used, torque values must be adjusted accordingly. Moly lube is not
recommended, since bolts can easily be over torqued.
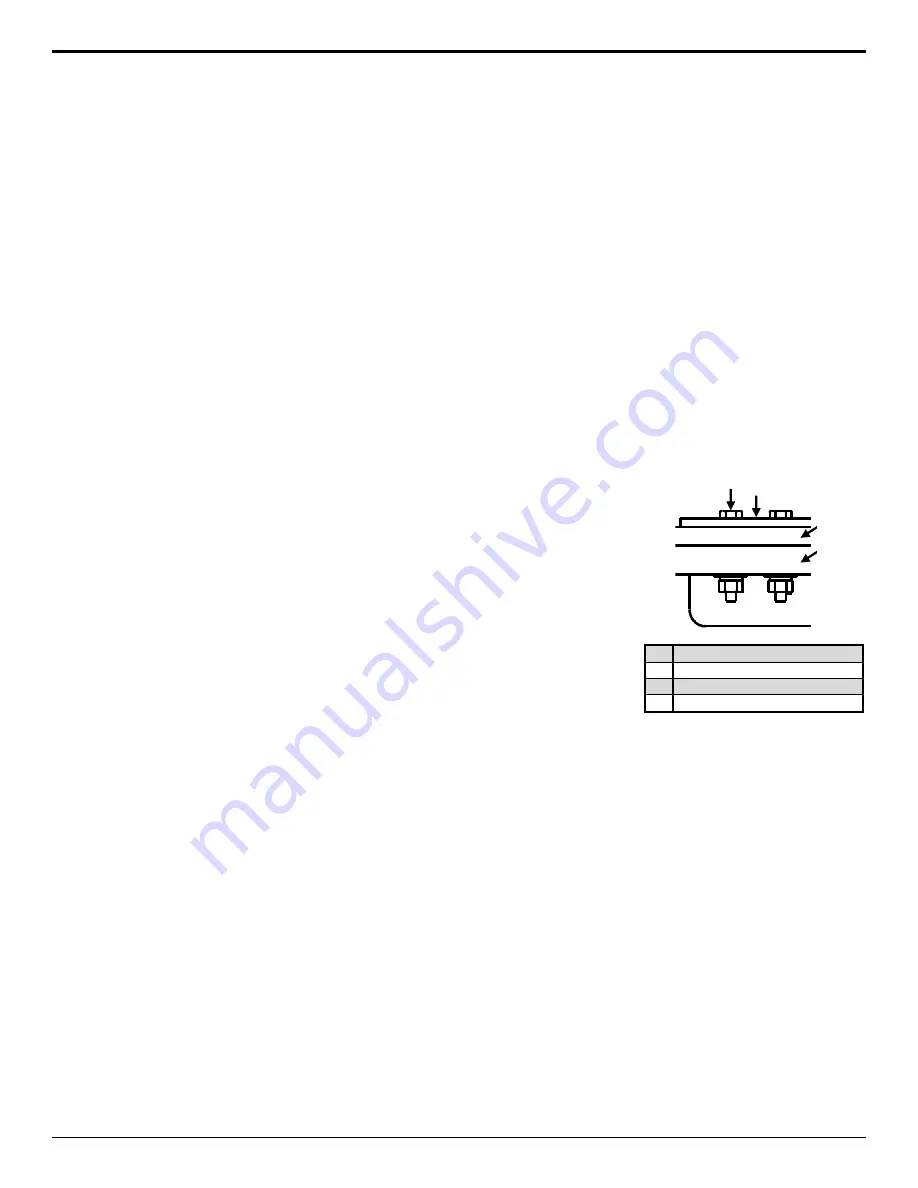
The bearing assembly hold down bolts are typically installed from the top. While
this is not ideal for torque, it makes assembly much easier. The flat strap is used
to help distribute the bolt forces along the cast bearing housing. Make sure that
this junction also has clean metal to metal contact. Flat washers and lock
washers are used under the nut distribute load. The nut should be held with a
box wrench while the bolt is tightened. As with any high torque bolted joint, the
fasteners should be brought up to the required specification in two or three
stages.
Verify the size of the bolts and use the following chart to determine the
tightening torque. Bolts should be SAE Grade 8 or Metric Class 10.9.
Fastener torque must be accurately measured to achieve the proper clamping
force. Air impact wrenches rarely deliver the correct torque due to variations in
air pressure and tool condition. These can be used to tighten the bolts, but the
final torque values should be achieved with a calibrated torque wrench. The use
of a Hydraulic Torque Wrench is recommended for larger fasteners, and these
tools can be calibrated to produce the necessary accuracy.
1 Bolt
2 Strap
3 Bearing Housing
4 Pedestal
1 2
3
4
Содержание GIW MDX
Страница 53: ...MDX en US 53 14 Notes...







































































