





























49
HEIDENHAIN TNC 426 B, TNC 430
Data transfer to or from an external data medium
Before you can transfer data to an external data medium,
you must set the interface (see „Section 12.4 Setting the
Data Interfaces“).
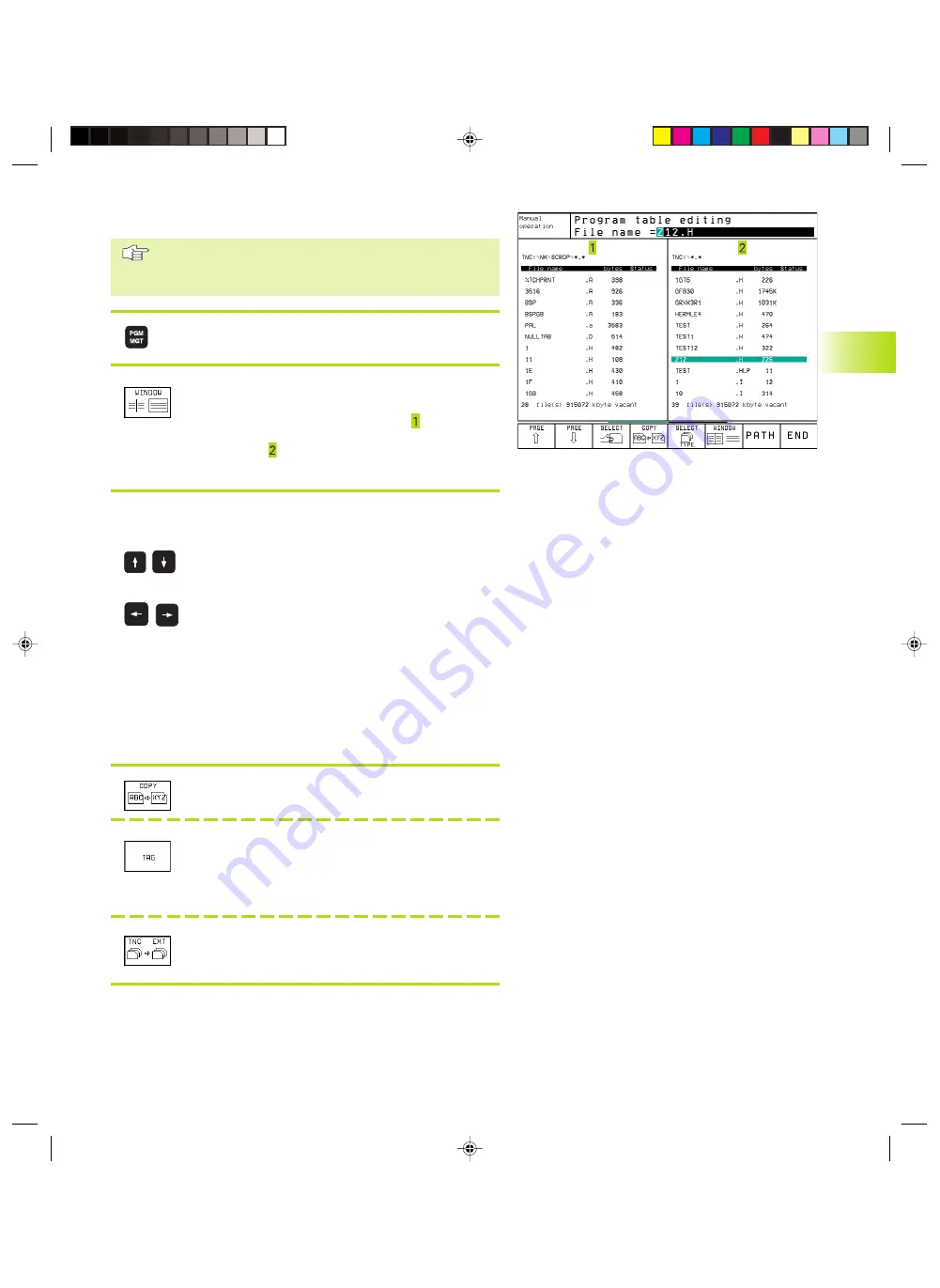
Calling the file manager
<
Select the screen layout for data transfer: press
the WINDOW soft key. In the left half of the
screen, the TNC shows all of the files that are
stored on the TNC, and in the right half of the
screen, all of the files that are stored on the
external data medium.
<
Use the arrow keys to highlight the file(s) that you want to
transfer:
Move the highlight up and down within a
window
Move the highlight from the left to the right
window, and vice versa.
If you are transferring from the TNC to the external medium,
move the highlight in the left window onto the file that is to be
transferred.
If you are transferring from the external medium to the TNC,
move the highlight in the right window onto the file that is to be
transferred.
<
Transfer a single file: Press the COPY soft key, or
To transfer several files, use the
TAG soft key (in the second soft-key row, see
also Tagging functions earlier on in this chapter),
or
transfer all files by pressing the TNC EXT soft
key
<
4.4 File Manag
ement with
A
dditional F
unctions
Ekap4.pm6
30.06.2006, 07:03
49
www.EngineeringBooksPdf.com
Содержание TNC 426 B
Страница 3: ...BAUSKLA PM6 30 06 2006 07 03 2 www EngineeringBooksPdf com ...
Страница 4: ...BAUSKLA PM6 30 06 2006 07 03 3 www EngineeringBooksPdf com ...
Страница 6: ...CINHALT PM6 30 06 2006 07 03 2 www EngineeringBooksPdf com ...
Страница 16: ...CINHALT PM6 30 06 2006 07 03 12 www EngineeringBooksPdf com ...
Страница 17: ...Introduction 1 Dkap1 pm6 30 06 2006 07 03 1 www EngineeringBooksPdf com ...
Страница 29: ...Manual Operation and Setup 2 Dkap2_3 pm6 30 06 2006 07 03 13 www EngineeringBooksPdf com ...
Страница 39: ...Positioning with Manual Data Input MDI 3 Dkap2_3 pm6 30 06 2006 07 03 23 www EngineeringBooksPdf com ...
Страница 83: ...Programming Tools 5 Fkap5 pm6 30 06 2006 07 03 67 www EngineeringBooksPdf com ...
Страница 106: ...Fkap5 pm6 30 06 2006 07 03 90 www EngineeringBooksPdf com ...
Страница 107: ...Programming Programming Contours 6 Gkap6 pm6 30 06 2006 07 04 91 www EngineeringBooksPdf com ...
Страница 148: ...Programming Miscellaneous functions 7 Hkap7 pm6 30 06 2006 07 03 133 www EngineeringBooksPdf com ...
Страница 165: ...Hkap7 pm6 30 06 2006 07 03 150 www EngineeringBooksPdf com ...
Страница 166: ...Programming Cycles 8 kkap8 pm6 30 06 2006 07 03 151 www EngineeringBooksPdf com ...
Страница 253: ...kkap8 pm6 30 06 2006 07 04 238 www EngineeringBooksPdf com ...
Страница 254: ...Programming Subprograms and Program Section Repeats 9 LKAP9 PM6 30 06 2006 07 04 239 www EngineeringBooksPdf com ...
Страница 265: ...LKAP9 PM6 30 06 2006 07 04 250 www EngineeringBooksPdf com ...
Страница 266: ...Programming Q Parameters 10 MKAP10 PM6 30 06 2006 07 04 251 www EngineeringBooksPdf com ...
Страница 297: ...MKAP10 PM6 30 06 2006 07 04 282 www EngineeringBooksPdf com ...
Страница 298: ...Test Run and Program Run 11 NKAP11 PM6 30 06 2006 07 04 283 www EngineeringBooksPdf com ...
Страница 312: ...MOD Functions 12 Okap12 pm6 30 06 2006 07 04 297 www EngineeringBooksPdf com ...
Страница 332: ...Tables and Overviews 13 Pkap13 pm6 30 06 2006 07 04 317 www EngineeringBooksPdf com ...