





























237
HEIDENHAIN TNC 426 B, TNC 430
X
Y
T
TOLERANCE (Cycle 32)
Fast contour milling is adapted to suit both the TNC and
your machine by the machine manufacturer. Your
machine manual provides more detailed information.
The TNC automatically smoothens the contour between two path
elements (whether compensated or not). The tool has constant
contact with the workpiece surface. If necessary, the TNC
automatically reduces the programmed feed rate so that the
program can be machined at the fastest possible speed without
+jerk+. As a result the surface quality is improved and the machine
is protected.
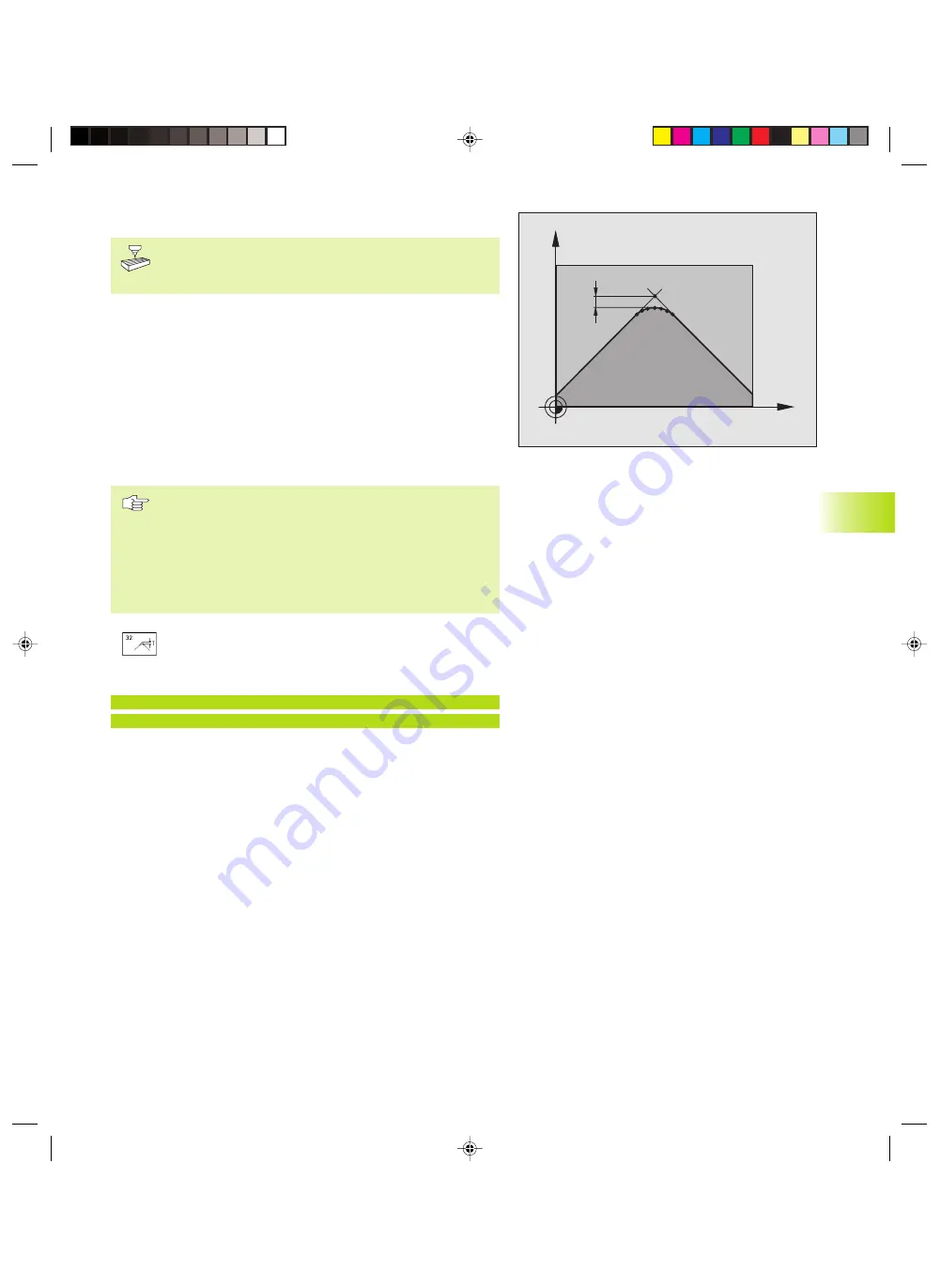
A contour deviation results from the smoothing out. The size of this
deviation (tolerance value) is set in a machine parameter by the
machine manufacturer. You can change the pre-set tolerance value
with Cycle 32 (see figure at top right).
Before programming, note the following:
Cycle 32 is DEF active which means that it becomes
effective as soon as it is defined in the part program.
You can reset Cycle 32 by defining it again and
confirming the dialog question after the TOLERANCE
VALUE with NO ENT. Resetting Cycle 32 reactivates the
pre-set tolerance:
ú
Tolerance value: Permissible contour deviation in mm
Example NC blocks
95 CYCL DEF 32.0 TOLERANCE
96 CYCL DEF 32.1 T0.05
8.8 Special Cycles
kkap8.pm6
30.06.2006, 07:04
237
www.EngineeringBooksPdf.com
Содержание TNC 426 B
Страница 3: ...BAUSKLA PM6 30 06 2006 07 03 2 www EngineeringBooksPdf com ...
Страница 4: ...BAUSKLA PM6 30 06 2006 07 03 3 www EngineeringBooksPdf com ...
Страница 6: ...CINHALT PM6 30 06 2006 07 03 2 www EngineeringBooksPdf com ...
Страница 16: ...CINHALT PM6 30 06 2006 07 03 12 www EngineeringBooksPdf com ...
Страница 17: ...Introduction 1 Dkap1 pm6 30 06 2006 07 03 1 www EngineeringBooksPdf com ...
Страница 29: ...Manual Operation and Setup 2 Dkap2_3 pm6 30 06 2006 07 03 13 www EngineeringBooksPdf com ...
Страница 39: ...Positioning with Manual Data Input MDI 3 Dkap2_3 pm6 30 06 2006 07 03 23 www EngineeringBooksPdf com ...
Страница 83: ...Programming Tools 5 Fkap5 pm6 30 06 2006 07 03 67 www EngineeringBooksPdf com ...
Страница 106: ...Fkap5 pm6 30 06 2006 07 03 90 www EngineeringBooksPdf com ...
Страница 107: ...Programming Programming Contours 6 Gkap6 pm6 30 06 2006 07 04 91 www EngineeringBooksPdf com ...
Страница 148: ...Programming Miscellaneous functions 7 Hkap7 pm6 30 06 2006 07 03 133 www EngineeringBooksPdf com ...
Страница 165: ...Hkap7 pm6 30 06 2006 07 03 150 www EngineeringBooksPdf com ...
Страница 166: ...Programming Cycles 8 kkap8 pm6 30 06 2006 07 03 151 www EngineeringBooksPdf com ...
Страница 253: ...kkap8 pm6 30 06 2006 07 04 238 www EngineeringBooksPdf com ...
Страница 254: ...Programming Subprograms and Program Section Repeats 9 LKAP9 PM6 30 06 2006 07 04 239 www EngineeringBooksPdf com ...
Страница 265: ...LKAP9 PM6 30 06 2006 07 04 250 www EngineeringBooksPdf com ...
Страница 266: ...Programming Q Parameters 10 MKAP10 PM6 30 06 2006 07 04 251 www EngineeringBooksPdf com ...
Страница 297: ...MKAP10 PM6 30 06 2006 07 04 282 www EngineeringBooksPdf com ...
Страница 298: ...Test Run and Program Run 11 NKAP11 PM6 30 06 2006 07 04 283 www EngineeringBooksPdf com ...
Страница 312: ...MOD Functions 12 Okap12 pm6 30 06 2006 07 04 297 www EngineeringBooksPdf com ...
Страница 332: ...Tables and Overviews 13 Pkap13 pm6 30 06 2006 07 04 317 www EngineeringBooksPdf com ...