





























101
HEIDENHAIN TNC 426 B, TNC 430
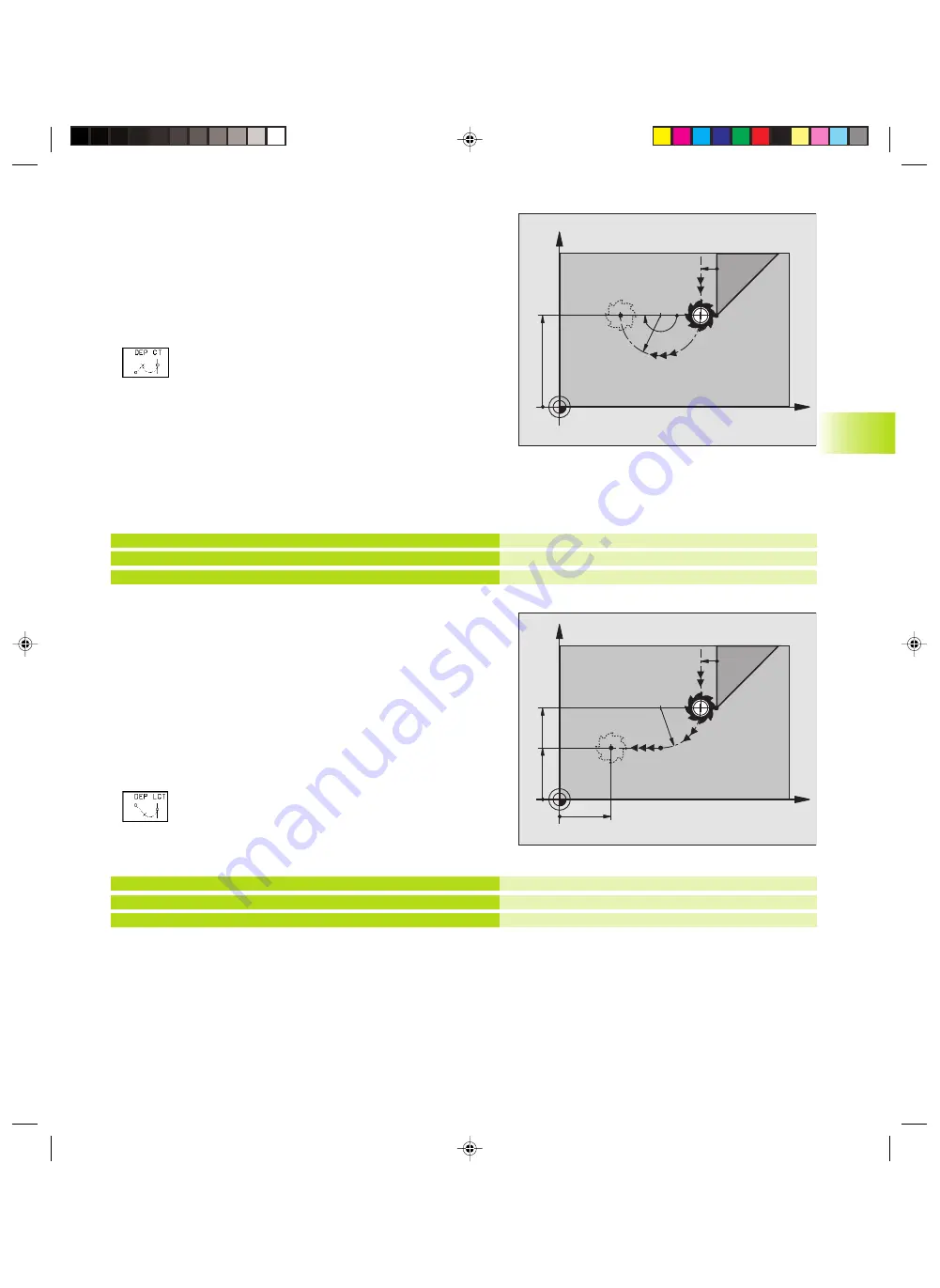
Departing tangentially on a circular arc: DEP CT
The tool moves on a circular arc from the last contour point P
E
to
the end point P
N
. The arc is tangentially connected to the last
contour element.
ú
Program the last contour element with the end point P
E
and
radius compensation.
ú
Initiate the dialog with the APPR/DEP key and DEP CT soft key:
ú
Radius R of the circular arc
■
If the tool should depart the workpiece in the direction
of the radius compensation (i.e. to the right with RR or
to the left with RL):
Enter R as a positive value.
■
If the tool should depart the workpiece on the
direction
opposite
to the radius compensation:
Enter R as a negative value.
ú
Center angle CCA of the arc
Example NC blocks
23 L Y+20 RR F100
24 DEP CT CCA 180 R+8 F100
25 L Z+100 FMAX M2
Departing on a circular arc tangentially connecting
the contour and a straight line: DEP LCT
The tool moves on a circular arc from the last contour point P
E
to an
auxiliary point P
H
. It then moves on a straight line to the end point P
N
.
The arc is tangentially connected both to the last contour element
and to the line from P
H
to P
N
. Once these lines are known, the radius
R then suffices to completely define the tool path.
ú
Program the last contour element with the end point P
E
and
radius compensation.
ú
Initiate the dialog with the APPR/DEP key and DEP LCT soft key:
ú
Enter the coordinates of the end point P
N
.
ú
Radius R of the arc
Always enter R as a positive value
Example NC blocks
23 L Y+20 RR F100
24 DEP LCT X+10 Y+12 R+8 F100
25 L Z+100 FMAX M2
Last contour element: P
E
with radius compensation
Center angle=180°, arc radius=10 mm
Retract in Z, return to block 1, end program
Last contour element: P
E
with radius compensation
Coordinates P
N
, arc radius = 10 mm
Retract in Z, return to block 1, end program
X
Y
20
P
N
R0
P
E
RR
R8
180°
RR
X
Y
20
P
N
R0
P
E
RR
RR
12
10
R8
P
H
R0
6.3 Cont
our
Appr
oac
h and Depar
tu
re
Gkap6.pm6
30.06.2006, 07:04
101
www.EngineeringBooksPdf.com
Содержание TNC 426 B
Страница 3: ...BAUSKLA PM6 30 06 2006 07 03 2 www EngineeringBooksPdf com ...
Страница 4: ...BAUSKLA PM6 30 06 2006 07 03 3 www EngineeringBooksPdf com ...
Страница 6: ...CINHALT PM6 30 06 2006 07 03 2 www EngineeringBooksPdf com ...
Страница 16: ...CINHALT PM6 30 06 2006 07 03 12 www EngineeringBooksPdf com ...
Страница 17: ...Introduction 1 Dkap1 pm6 30 06 2006 07 03 1 www EngineeringBooksPdf com ...
Страница 29: ...Manual Operation and Setup 2 Dkap2_3 pm6 30 06 2006 07 03 13 www EngineeringBooksPdf com ...
Страница 39: ...Positioning with Manual Data Input MDI 3 Dkap2_3 pm6 30 06 2006 07 03 23 www EngineeringBooksPdf com ...
Страница 83: ...Programming Tools 5 Fkap5 pm6 30 06 2006 07 03 67 www EngineeringBooksPdf com ...
Страница 106: ...Fkap5 pm6 30 06 2006 07 03 90 www EngineeringBooksPdf com ...
Страница 107: ...Programming Programming Contours 6 Gkap6 pm6 30 06 2006 07 04 91 www EngineeringBooksPdf com ...
Страница 148: ...Programming Miscellaneous functions 7 Hkap7 pm6 30 06 2006 07 03 133 www EngineeringBooksPdf com ...
Страница 165: ...Hkap7 pm6 30 06 2006 07 03 150 www EngineeringBooksPdf com ...
Страница 166: ...Programming Cycles 8 kkap8 pm6 30 06 2006 07 03 151 www EngineeringBooksPdf com ...
Страница 253: ...kkap8 pm6 30 06 2006 07 04 238 www EngineeringBooksPdf com ...
Страница 254: ...Programming Subprograms and Program Section Repeats 9 LKAP9 PM6 30 06 2006 07 04 239 www EngineeringBooksPdf com ...
Страница 265: ...LKAP9 PM6 30 06 2006 07 04 250 www EngineeringBooksPdf com ...
Страница 266: ...Programming Q Parameters 10 MKAP10 PM6 30 06 2006 07 04 251 www EngineeringBooksPdf com ...
Страница 297: ...MKAP10 PM6 30 06 2006 07 04 282 www EngineeringBooksPdf com ...
Страница 298: ...Test Run and Program Run 11 NKAP11 PM6 30 06 2006 07 04 283 www EngineeringBooksPdf com ...
Страница 312: ...MOD Functions 12 Okap12 pm6 30 06 2006 07 04 297 www EngineeringBooksPdf com ...
Страница 332: ...Tables and Overviews 13 Pkap13 pm6 30 06 2006 07 04 317 www EngineeringBooksPdf com ...





















































