























SMART CUT 1000
19
4.2 Cutting Preparation
1)
Tightly connect the power cable to electrical socket outlet (the input voltage, refer to the section 2 technology
parameters)
2)
Tonnect the air pipe to the air supply equipment, the earth cable to the workpiece
3)
Turn on the power switch ,the power source lamp on.
4)
Turn the RUN/SET switch to SET position, the air flow, then regulate the air pressure to 3.5-6bar
5)
Turn the RUN/SET switch to RUN position, regulate the current after the flow stops.
6)
Now all the preparation done .
4.3
Normal Cut
Normal Cut
Normal Cut
Normal Cut
1.
Normal Cut
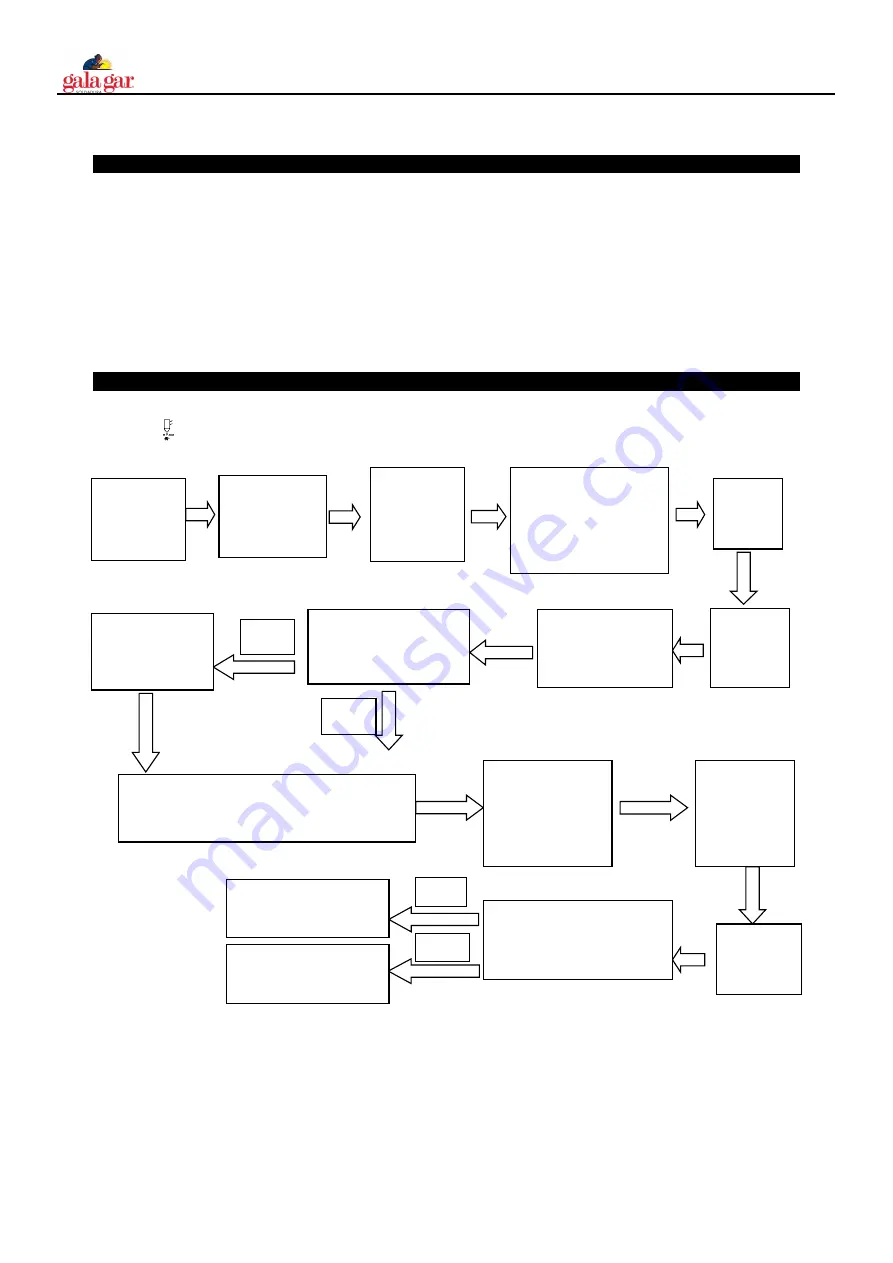
Fig 4.2 the working flow chart
<1>:seting time value equal for welding current.
Turn on the
power source
Automatic gas
test for 10S
Loose the
cutting torch
trigge
.
Pre-gas
for 1s
The torch move away
the workpiece, then ,
the arc stops
Automatic
examine for 5s
After Initialization and the
fan stop, press on the torch
trigger
Ignite the
pilot arc,
the max.
time is10s
Post-gas
If the tip touch the
workpiece and the current
higher than 40A, isn’t it ?
Shift to the workpiece,
the pilot arc change
into cutting arc
Yes
No
The current will
down to 40A
Cutting
Is the torch trigger pressed on
again among the period of post-
gas ?
Yes
No
Restart and continue
working
Finish after post-gas for
seting time
<1>
Содержание 223001000C
Страница 26: ......
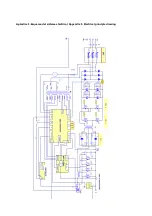
Страница 27: ...Apéndice 1 Esquema del sistema eléctrico Appendix 1 Electrical principle drawing ...
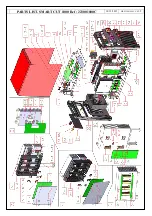
Страница 28: ...PARTS LIST SMART CUT 1000 Ref 223001000C 14 12 2015 HR 223001000C V0 1 2 ...
Страница 30: ......
Страница 31: ......







































































