

























SMART CUT 1000
12
5.
Mantenimiento
Mantenimiento
Mantenimiento
Mantenimiento
5.1
Guía básica para la localización de a
Guía básica para la localización de a
Guía básica para la localización de a
Guía básica para la localización de averías
verías
verías
verías
En el interior de este equipo se dan unos niveles de potencia y tensión extremadamente peligros. No intente
diagnosticarlo o repararlo a menos haya recibido la capacitación necesaria sobre técnicas de localización de averías y
medición electrónica de potencia.
5.1.1 Problemas básicos
A.
A.
A.
A.
Al encender la máquina, el indicador de corriente se ilumina, pero tanto el ventilador como la válvula de control de aire
Al encender la máquina, el indicador de corriente se ilumina, pero tanto el ventilador como la válvula de control de aire
Al encender la máquina, el indicador de corriente se ilumina, pero tanto el ventilador como la válvula de control de aire
Al encender la máquina, el indicador de corriente se ilumina, pero tanto el ventilador como la válvula de control de aire
no se activan.
no se activan.
no se activan.
no se activan.
1.
Ausencia de fase. Compruebe por favor las líneas de entrada, y conéctelas correctamente.
2.
La placa principal de la máquina está rota. Pida por favor a un técnico cualificado que la cambie por una nueva.
B.
B.
B.
B.
Al encender la máquina, el indicador de BOQUILLA/PISTOLA/GAS se ilumina.
Al encender la máquina, el indicador de BOQUILLA/PISTOLA/GAS se ilumina.
Al encender la máquina, el indicador de BOQUILLA/PISTOLA/GAS se ilumina.
Al encender la máquina, el indicador de BOQUILLA/PISTOLA/GAS se ilumina.
1.
La presión del gas es demasiado baja. Ajuste la presión del gas a 65 psi/ 4,5 bar. El barómetro marca hasta 0,45~0,5 MPa.
C.
C.
C.
C.
Al encender la máquina, el indicador de BOQUILLA/PISTOLA/GAS parpadea.
Al encender la máquina, el indicador de BOQUILLA/PISTOLA/GAS parpadea.
Al encender la máquina, el indicador de BOQUILLA/PISTOLA/GAS parpadea.
Al encender la máquina, el indicador de BOQUILLA/PISTOLA/GAS parpadea.
1.
La instalación de la caperuza de protección no es segura. Apague la fuente de alimentación, proceda a su montaje y
apriete correcto, a continuación encienda la fuente de alimentación.
2.
La instalación de la boquilla o el electrodo no es segura. Apague la fuente de alimentación, proceda al montaje y apriete
correcto de la caperuza de protección de la boquilla, a continuación encienda la fuente de alimentación.
D.
D.
D.
D.
El indicador de temperatura se enciende tras el funcionamiento de la máquina durante unos pocos minutos.
El indicador de temperatura se enciende tras el funcionamiento de la máquina durante unos pocos minutos.
El indicador de temperatura se enciende tras el funcionamiento de la máquina durante unos pocos minutos.
El indicador de temperatura se enciende tras el funcionamiento de la máquina durante unos pocos minutos.
1.
Flujo de aire bloqueado. Compruebe el flujo de aire alrededor del equipo y resuelva el problema.
2.
Ventilador bloqueado. Compruebe y resuelva el problema.
3.
La máquina está sobrecalentada. Deje que se enfríe durante un periodo de 5 minutos como mínimo. Asegúrese de que la
máquina no ha funcionado por encima del factor de marcha (Consulte el apartado de Parámetros tecnológicos).
4.
La tensión de entrada supera el rango normal. Seleccione la tensión correcta (Consulte el apartado de Parámetros
tecnológicos).
5.
Hay componentes defectuosos en la máquina. Devuélvala para su reparación o que un técnico cualificado la repare
siguiendo el Manual de servicio.
5.1.2 Problemas con el arco piloto
A.
A.
A.
A.
Con el disparador de la antorcha pulsado no se consigue la ignición del arco.
Con el disparador de la antorcha pulsado no se consigue la ignición del arco.
Con el disparador de la antorcha pulsado no se consigue la ignición del arco.
Con el disparador de la antorcha pulsado no se consigue la ignición del arco.
1.
El sistema está configurado en modo "SET", cámbielo a modo "RUN".
2.
Hay elementos defectuosos en la antorcha. Desmonte, revise y sustituya las piezas de la antorcha que correspondan.
3.
La presión del gas es demasiado alta o baja. Regule la presión al nivel correcto.
4.
Hay componentes defectuosos en la máquina. Devuélvala para su reparación o que un técnico cualificado la repare
siguiendo el Manual de servicio.
B.
B.
B.
B.
Dificultades de ignición
Dificultades de ignición
Dificultades de ignición
Dificultades de ignición
1.
No se ha instalado el difusor de gas.
2.
Hay elementos desgastados en la antorcha (consumibles), apague la fuente de alimentación. Desmonte e inspeccione la
caperuza de protección, la boquilla, el cartucho de arranque y el electrodo. Sustituya el electrodo y/o la boquilla si están
desgastados; sustituya el cartucho de arranque si la punta final no se mueve con facilidad; y sustituya la caperuza de
protección de la boquilla si evidencia una cantidad excesiva de adherencias por salpicaduras.
3.
La máquina tiene problemas.
Pida a un técnico cualificado que la revise y repare.
C.
C.
C.
C.
Con el disparador de la antorcha pulsado, el arco piloto no conmuta a arco piloto de corte. El ind
Con el disparador de la antorcha pulsado, el arco piloto no conmuta a arco piloto de corte. El ind
Con el disparador de la antorcha pulsado, el arco piloto no conmuta a arco piloto de corte. El ind
Con el disparador de la antorcha pulsado, el arco piloto no conmuta a arco piloto de corte. El indicador de corriente se
icador de corriente se
icador de corriente se
icador de corriente se
enciende, circula el gas y el ventilador funciona.
enciende, circula el gas y el ventilador funciona.
enciende, circula el gas y el ventilador funciona.
enciende, circula el gas y el ventilador funciona.
1.
Existe una conexión incorrecta entre la antorcha y la fuente de alimentación. Compruebe que las mangueras de corriente
de la antorcha están correctamente conectadas a la fuente de alimentación.
2.
El cable de masa no está conectado a la pieza de trabajo, o la conexión es mala. Asegúrese de que el cable de masa está
Содержание 223001000C
Страница 26: ......
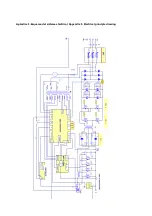
Страница 27: ...Apéndice 1 Esquema del sistema eléctrico Appendix 1 Electrical principle drawing ...
Страница 28: ...PARTS LIST SMART CUT 1000 Ref 223001000C 14 12 2015 HR 223001000C V0 1 2 ...
Страница 30: ......
Страница 31: ......







































































