













FIREPOWER 160s
APPENDIX
Appendix A-2
Manual 0-5199
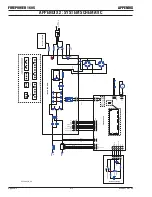
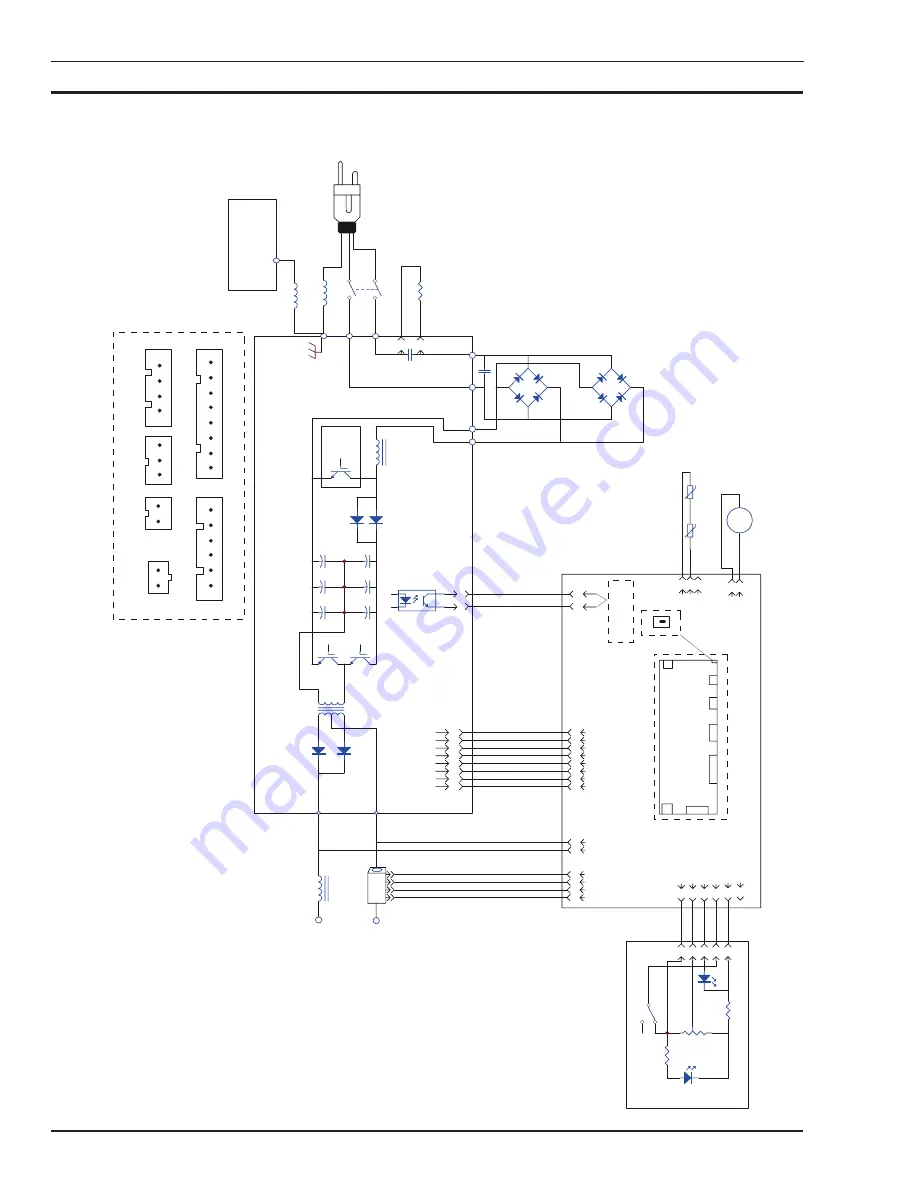
APPENDIX 2: SYSTEM SCHEMATIC
Art # A-09897_AD
G
D
S
G
D
S
PU
T
230V
AC
/1
15VA
C
50
/6
0H
z
G
D
S
AC
OU
TA
CO
UT
DC
-
DC
+
RE
D
BL
AC
K
J2-1
J2-2
J2-3
J2-4
J2-5
J2-6
J2-7
J2-8
-24V
GND
+15V
IGBT Driver A
IGBT Driver B
GND
Over Current Signal
Over Current Signal
J3-1
J3-2
J3-3
J3-4
J3-5
J3-6
J3-7
J3-8
J4
-6
J4
-5
J4
-4
J4
-3
J4
-2
J4
-1
+15V
PO
T
WI
PE
R
Fa
ul
t
Pr
oc
ess
Sw
itch
GN
D
N/
A
J7
-2
J7
-1
J8
-2
J8
-1
GN
D
-2
4V
J7-
3
+1
5V
GN
D
RE
D
BL
AC
K
J9-2
J9-1
J1-2
J1-1
RED
J10-
1
J10
-2
Ma
in
Power
PC
B1
Co
ntro
l PC
B2
Front Panel PCB3
8
1
J2
,J
3
J4
,J1
1
6
1
2
1
4
1
J1
,J
8,
J9
J1
0,
12
3
7J
6J
PC
B
MO
UN
TE
D
HAR
NE
SS
CO
NN
EC
TO
RS
PI
N
OU
T
VI
EWED
FR
OM
CO
MP
ON
EN
T
SI
DE
OF
BO
AR
D
12
J6-1
J6-2
J6-3
J6-4
GND
+15V
-15V
Curr
ent Fe
edba
ck
3J
7J
8JJ6
J1
J4
CO
NN
EC
TO
R
LA
YO
UT
DI
AG
RA
M
JC
OT
TU
O
MI
BF
I
JF
ON
1
VR
D
ON
OF
F
FA
N
PF
C
CI
RC
UIT
SHEET
ME
TAL COVE
R
MB
IN
WV
IN
RE
D
BL
AC
K
J1
1-5
J11
-4
J11
-3
J1
1-2
J11-
1
ST
IC
K
LI
FT
TI
G
PR
OC
ESS
SE
LE
CTO
R
CURRE
NT
CO
NT
RO
L
FA
UL
T
AC
PO
S
NE
G
+
-
BLACK
WV
IN
FJ
OT
JC
MB
IN
IM
OU
T
IF
B
RED
YELLOW
GRAY
WHITE
J5-1
J5-2
J5
60W4
Ω
J5
RX
JC
IN
115V
AC
ST
IC
K
--1
.5
VD
C
115V
AC
LI
FT
TI
G
--4
.5
VDC
230V
AC
--
0.5
VD
C
C1
Current
Sensor







































































